干扰力消除,强迫振动停止。自激振动(颤振)机械加工过程中,在没有周期性外力的作用下,由系统内部激发反馈产生的周期性振动。自激振动的频率等于或接近于系统的固有频率。自激振动能否产生及其振幅的大小,决定于每一振动周期内系统所获得的能量与系统阻尼消耗的能量的对比情况。......
2023-06-26
汽车、船舶、动力机车等交通运输机械的发动机关键零部件经受高温磨损、高温腐蚀等工况条件。如图6-8所示,汽车发动机部件采用热喷涂技术的零部件有:曲轴、发动机缸体、气门密封面、同步环、活塞、活塞环、喷油嘴、传感器、同步发电机盖等。
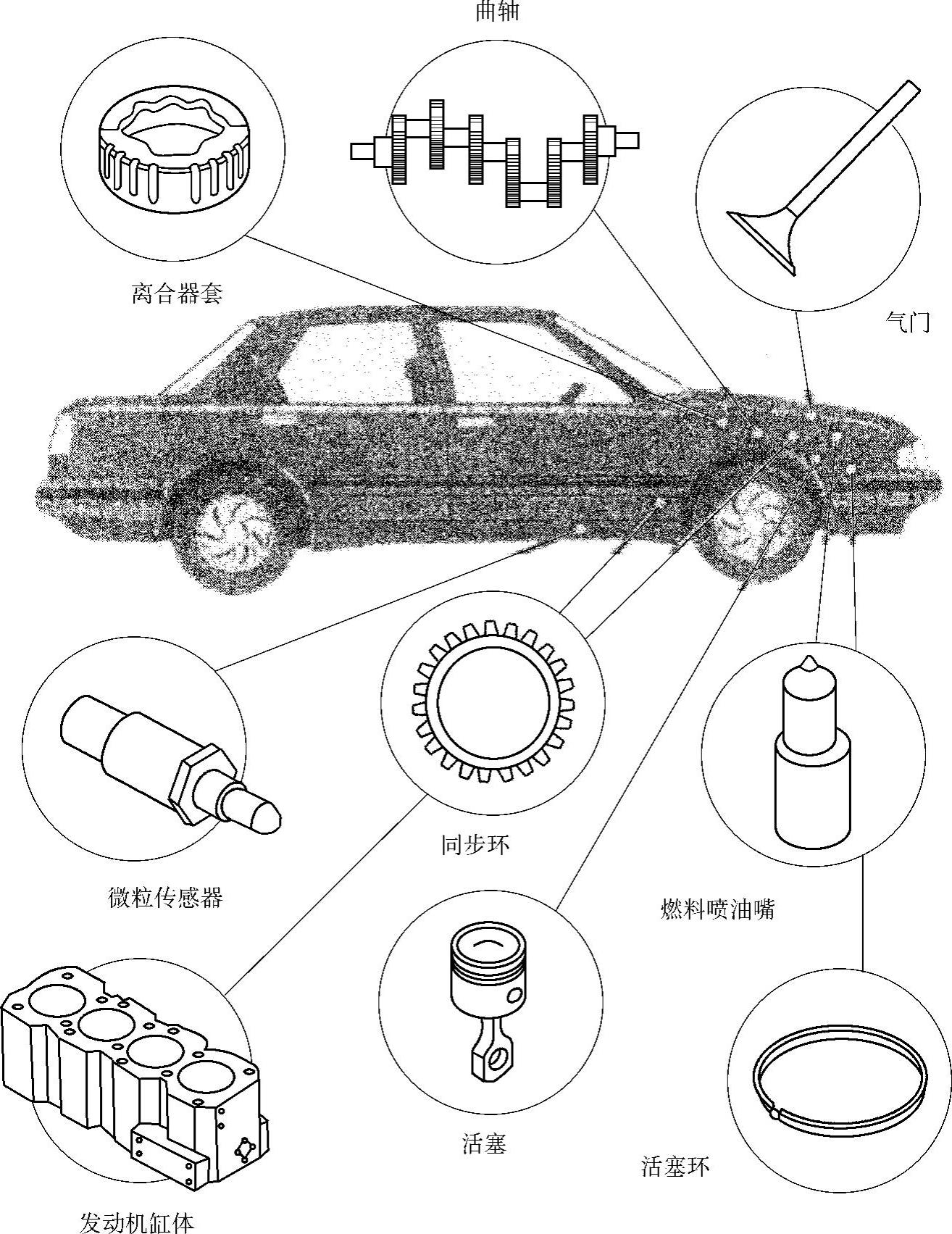
图6-8 热喷涂在汽车制造业中的应用
1.曲轴
电弧喷涂(高速电弧喷涂)Cr13或碳素钢系列涂层材料。涂层厚度可根据曲轴的磨损量确定,涂层结合强度≥30MPa,孔隙率可达10%,由于孔隙的存在,有储油效果,增加润滑,可显著提高涂层使用寿命。
2.大功率高速机车曲轴
基体材料为38CrMoAl,曲拐直径为185mm,转速为1500r/min,表面渗氮处理。喷涂修复之前除去表面渗氮层。采用活性电弧喷涂,TAFA9000电弧喷涂设备,喷涂75Ni-Al复合丝结合底层,60Cr钢丝表面工作层。涂层结合强度可提高到30MPa,孔隙率≤8%,经实际运行证明,一个大修周期涂层完好。
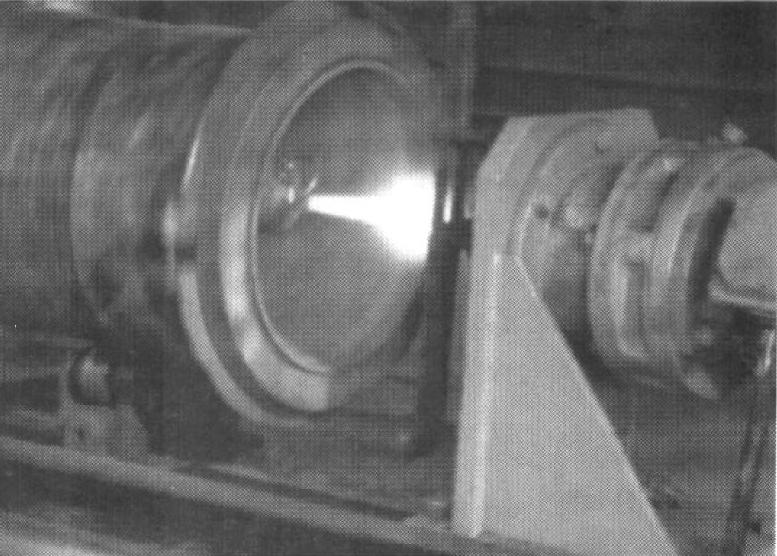
图6-9 机车缸套高速火焰喷涂实例
3.机车缸套
图6-9所示为机车缸套高速火焰喷涂实例,其内表面采用高速火焰喷涂技术喷涂NiCr-Cr3C2涂层,涂层具有优良的耐高温磨损性能,不仅可用于废旧缸套的修复,也用于新品缸套制造的预保护强化涂层。
4.同步环、活塞环
线材火焰喷涂金属Mo涂层,国内已建立多条喷涂生产线。
5.气门密封面、阀座
采用等离子喷焊或激光熔覆Co-Cr-W高温耐磨耐蚀涂层,涂层与基体材料完全冶金结合,具有良好的耐高温燃气磨蚀性能。船舶、机车、汽车发动机进排气门密封面采用等离子喷焊工艺技术是产品制造预强化必不可少的工艺技术,国内各专业生产企业均已普遍采用。
6.汽车铝合金缸体PTWA(等离子转移弧线材喷涂)涂层
由于环境危机的加大,汽车工业向着轻型化、节能减排的方向发展。为减小发动机质量、降低能源消耗和提高发动机寿命,采用PTWA技术在Al合金发动机体缸孔的内表面制备耐磨涂层,从而取代铸铁缸套,使发动机减重约20%。采用PTWA技术降低了发动机铸铝件的废品率,减少了发动机制造成本。PTWA涂层发动机缸体具有优良的耐磨性和良好的气动传热性,提高了发动机效率,为发动机的新品制造与废旧发动机的再生利用提供了十分有效和实用的方法。目前,PT- WA涂层发动机测试已经运行超过300万km。已建成生产线有:日本日产GTR、美国福特野马GT500谢比尔、卡特彼勒和德国宝马等。
发动机缸体PTWA喷涂典型的工艺过程:机械加工→表面活化→PTWA→珩磨加工。
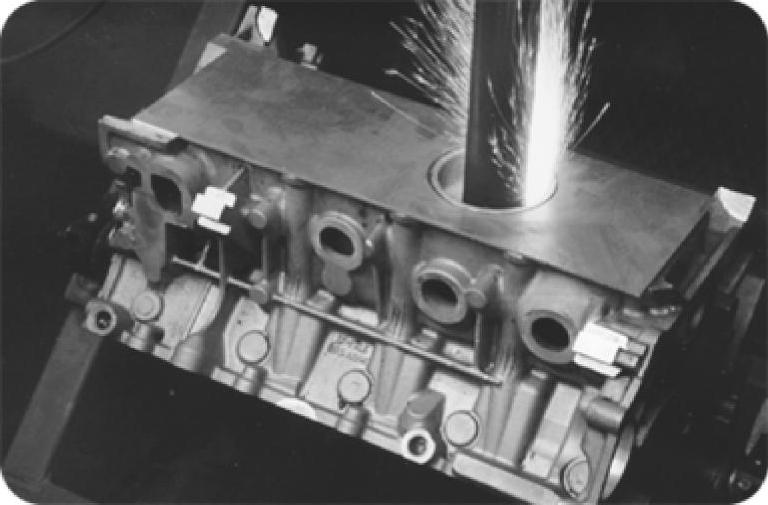
图6-10 Al合金发动机缸体PTWA涂层制备实例
图6-10所示为Al合金发动机缸体PTWA制备涂层实例。
涂层材料:结合底层为普莱克斯75BNiAl丝材,涂层厚度为50~100μm;面层为普莱克斯60T钢丝,涂层厚度为300~750μm。沉积速率为3~4kg/h。制备成本为1~1.5美元/单缸。
有关现代热喷涂技术的文章

干扰力消除,强迫振动停止。自激振动(颤振)机械加工过程中,在没有周期性外力的作用下,由系统内部激发反馈产生的周期性振动。自激振动的频率等于或接近于系统的固有频率。自激振动能否产生及其振幅的大小,决定于每一振动周期内系统所获得的能量与系统阻尼消耗的能量的对比情况。......
2023-06-26

与筑路机械行业的三个发展阶段相适应,路面机械的技术发展也经历了引进消化及模仿开发、自主开发、自主研发和集成创新三个主要阶段。如镇江路面厂摊铺机先后采用了液压伸缩熨平板、双层熨平板、履带张紧机构、枢轴调平优先系统、自动跟踪转向系统及可伸缩悬臂操纵装置等专利技术。据统计,在我国工程机械的故障中,发动机约占30%,液压系统约占25%~35%,传动系统约占20%,其余为制动系统及结构件焊缝开裂等。......
2023-09-20

20世纪80年代以来,率先发展交通事业。县政府加大对交通运输的投入力度,提出“要致富、先修路”的口号,男女老少齐动员,干部群众一齐上,各乡镇至县城的简易公路全部贯通。随着经济的发展,持续推进公路建设质量。农村初步告别了人背驴驮的原始运输方式。公路的发展促进了运输业的快速发展。2012年,全县共有客、货车895辆,有道路运输从业人员3000余人。......
2023-08-24

2020年,玉林市持续推进“建高铁、修机场、造码头”三件大事实现全面突破。全市交通运输系统严格按照国家、自治区、玉林市要求部署,抓好疫情防控狙击战。全市交通运输系统派驻公路和客运站检疫检测站点工作人员13.85万人次,累计检测人数2070.19万人次,累计排查重点人员3535人次。......
2023-08-13

造成外绝缘闪络的原因主要是瓷柱的爬电距离和对地绝缘距离不够。防止措施是开发新型瓷柱以增加爬电距离和瓷柱高度、提高整体绝缘水平。现场对瓷柱解剖结果表明,胶装质量问题较多。由于瓷柱在制坯、干燥、焙烧过程中,工艺不合理,使瓷柱产生了先天性的缺陷,内部存在大量的气孔和微观裂纹,机械强度极低,在应力腐蚀下极易断裂。采用超声波无损探伤仪对瓷柱进行检测,测试不合格的瓷柱应立即更换。......
2023-06-27

图1-11简单的滑轮装置图1-12典型的滑轮组装置如果将滑轮以累加的形式组合,将会获得很多令人欣喜的机械性能。用提升力除以滑轮组之间竖直方向的绳索根数可以确定滑轮组需要的拉力。这个滑轮安装在一个插棒式铁芯上。图1-13螺线管位移倍增装置滑轮组最常见的应用是V形带传动,该传动形式常用于能量转换。图1-14三角带传动牵引传动机构是另外一种利用滑轮组工作的装置。图1-17缆索滑轮驱动系统图1-18护套缆索驱动系统......
2023-06-25
表122 喷砂所用砂粒尺寸及压缩空气压力2.磨光磨光是用磨光轮或磨光带对工件表面进行加工,去掉工件表面的毛刺、氧化皮、锈蚀等表面缺陷,提高工件的平整度。表127 金属刷光丝的选择5.机械抛光机械抛光是用有抛光膏的抛光轮对工件表面进行加工,降低制品的表面粗糙度值,使制品获得装饰性外观。常用抛光膏的特点及用途见表128,其配方见表129、表130。......
2023-06-22

相关推荐