所有的热喷涂工艺,包括普通火焰喷涂、喷焊、电弧喷涂、HVOF、爆炸喷涂、等离子喷涂等均可获得具有特定性能的单层结构涂层。图4-1 涂层与零件结构的匹配设计a)不合理 b)可以选择 c)优先选择3.多层结构多层结构是指涂层层数达三层或三层以上的涂层结构,在实际应用中并不常用,只在特殊工况条件下才采用。......
2023-06-18
零件承受的纤维磨损,致使零件早期失效。采用等离子喷涂和高速火焰喷涂技术制备陶瓷和碳化物涂层,对涂层进行特殊处理,使涂层具有较高的耐磨性和耐蚀性。纺机零件采用热喷涂陶瓷涂层,其使用寿命比镀铬件或热处理技术生产的零件提高5~20倍。采用陶瓷涂层和铝合金复合材料构成的零件替代钢质零件,能显著地提高转速,从而提高产量,节约能源,降低维修部件和备件的消耗;应用陶瓷涂层能有效地改善纺织纤维的物理性能和力学性能,从而提高纺丝和织品的品质。
应用热喷涂陶瓷涂层的典型纺织机械设备有:涤纶设备、腈纶设备、黄化机、清洗机、喷水织机、针织机、熔融纺丝机、整编机、倍捻机等。其典型零件见表6-5。
表6-5 纺织机械应用热喷涂涂层关键零件
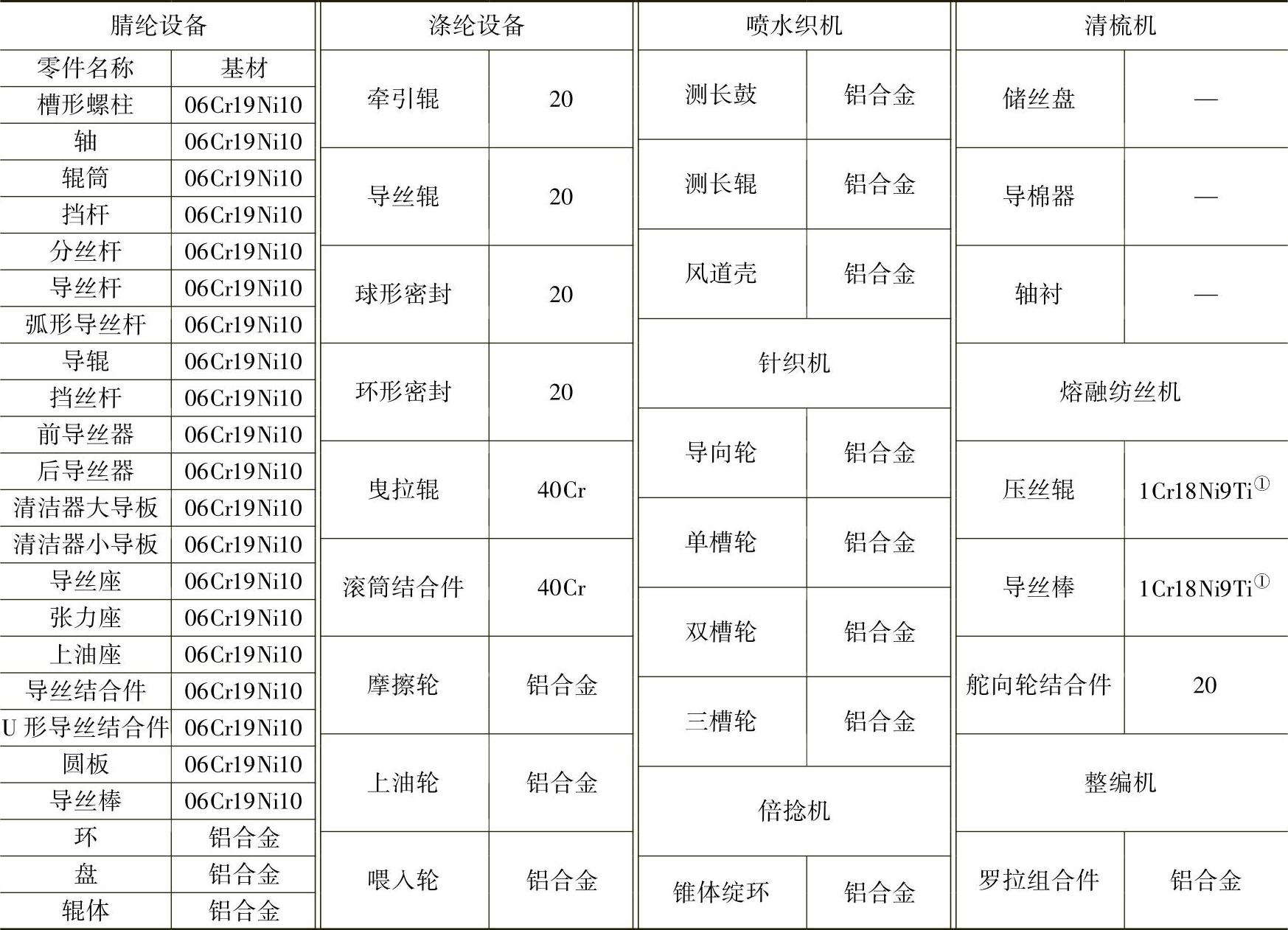
① 非标准牌号。
2.印刷机械
热喷涂技术在印刷机械零件上应用已有多年了,主要有电弧喷涂不锈钢涂层、等离子喷涂陶瓷涂层、等离子喷涂和激光雕刻复合陶瓷涂层、高速火焰喷涂金属陶瓷涂层等。喷涂材料主要有Al2O3、Al2O3+TiO2、Cr2O3、Co-WC和不锈钢丝等。不仅用于废旧零件的修复,更重要的是在新品零件制造过程中的预强化,赋予印刷辊表面耐磨性、耐蚀性、可雕刻性、选择性、润湿型、绝缘性、不粘性和防静电性等一种或多种性能,达到提高使用寿命和其他特殊功能的目的。主要零件有印刷辊、激光雕刻网纹辊、纸张输送夹爪、中间压印辊等。
1)激光雕刻网纹辊通常用于照相制版印刷机上,主要特点有:①锐格高精度,传墨量大,网孔规则,网壁光滑,网底平整,快速释墨,清洗容易;②涂层厚度均匀,孔隙率低;③涂层与基体结合强度高,耐油墨中腐蚀剂腐蚀;④载墨量的精确性。传统的工艺方法采用电镀铜或电镀铬,然后电刻蚀网纹。自20世纪80年代以来,采用等离子喷涂NiCr合金结合底涂层和Cr2O3陶瓷面层,经磨削、抛光后再用激光雕刻网纹,所以常称为激光雕刻网纹辊,显著特点有:优异的耐磨耐蚀性能;良好的亲水性;印刷图像清晰、逼真。
激光雕刻辊网线数越多,对陶瓷涂层表面质量要求越高,孔隙率越低,且孔隙直径要求越小(最好是无孔隙)。否则,在激光雕刻网线时,易出现锐格的不连续性,极小的缺陷也会导致整体涂层报废。图6-5所示为激光雕刻辊网纹辊。
2)印刷辊是印刷机械量大面广的基础部件。表面防护通常采用镀Cr、镀Ni和Ni-P镀等方法。由于镀层孔隙率的存在,在使用过程中,辊面受油墨中的化学添加剂及环境水汽的腐蚀,产生点蚀,针孔和蚀坑,容易造成印刷图像窜色,影响印刷质量。为了进一步提高印刷辊的使用寿命和印刷质量,印刷辊可采用电弧喷涂不锈钢系列材料、高速火焰喷涂Co-WC系列涂层、等离子喷涂NiCr结合底层+Al2O3-TiO2工作层,从而使其具有优良的耐磨性和耐蚀性能。
电弧喷涂或高速电弧喷涂20Cr13或30Cr13不锈钢丝,涂层厚度δ≥0.2mm,结合强度≥25MPa,孔隙率≤5%,表面粗糙度值Ra≤0.8μm。
高速火焰喷涂Co-WC系列涂层,涂层厚度δ≥0.15mm,结合强度≥70MPa,孔隙率≤2%,表面粗糙度值Ra≤0.8μm。
等离子喷涂50μmNiCr结合底层,最后喷涂Al2O3-TiO2陶瓷复合涂层,涂层总厚度≥0.3mm,结合强度≥30MPa,能显著延长印刷辊的使用寿命,提高印刷质量。
3)纸张输送夹爪采用高速火焰喷涂或等离子喷涂Co-WC系列涂层,喷涂表面具有一定的粗糙程度,保持相应的摩擦力,可大幅度提高夹爪的使用寿命,同时可保证纸张不受伤害,输送准确。

图6-5 激光雕刻辊网纹辊
3.造纸机械
造纸过程从原料制备开始,包括选择木材、造纸浆、净化、漂白和最后的排列,随后是压平、干燥和成形过程。湿纸幅在加固车间形成以后,脱水和干燥是非常重要的过程。各种辊子是纸张成形和输送的主要部件,它的表面性能直接影响表面纹理和纸制品的质量。换而言之,压平、干燥、平滑、压光和涂覆阶段,辊子的表面状态是决定纸张质量的主要因素。改进辊子表面具有特殊功能的工艺方法有:铸造冷硬铸铁、合成橡胶、花岗岩、镀金属、涂树脂和热喷涂等。热喷涂技术工艺方便,简单,可根据辊子的表面特征选择不同类型的涂层材料来满足不同工况条件的需求。造纸辊非常典型的表面技术要求是耐磨损、不黏结、不粘连和耐磨蚀,保证不受陶土、碳酸钙等硬质颗粒的磨蚀。可采用HVOF喷涂Co-WC金属陶瓷和WC-Cr3C2-NiCr涂层。Co-WC涂层有极好的耐磨性和高摩擦因数,WC-Cr3C2-Ni涂层具有良好的滚动接触疲劳性能、耐蚀性和腐蚀疲劳性能,其耐滑动磨损性是冷硬铸铁的10倍。
(1)钢Veat(漏孔)辊 基体材料是Cr系列不锈钢,直径为900mm,辊身工作宽度为9800mm,设计速度为1500m/s。高速火焰喷涂WC-Cr3C2-Ni涂层,使用2年多后,涂层显示出良好的耐磨损性和滚动接触疲劳强度。
图6-6 WC-Cr3C2-Ni涂层胶料压平辊

图6-7 高速火焰喷涂WC-12Co涂层的瓦楞辊
(2)胶料压平测量辊 为了达到胶料介质的恒定黏着和转换及耐刮浆刀的磨损,WC-Cr3C2-Ni陶瓷涂层应用于直径为985mm、辊身工作宽度为9800mm的胶料压平测量辊。图6-6所示为胶料压平辊实例。
(3)烘干辊、压光机加热辊 为了消除黏着物而安装的清洁刮浆刀,防止辊表面的擦伤和局部磨损,烘干辊和压光加热辊表面采用HVOF喷涂Co-WC涂层。在250℃温度条件下,Co-WC涂层显微硬度保持在1000~1200HV,显示出极好的耐磨性。
(4)瓦楞辊 瓦楞辊是瓦楞纸板生产设备中最重要的零件,一般采用48CrMoAl钢制造,经表面热处理后,表面硬度≥55HRC。瓦楞辊种类较多,但无论何种瓦楞辊,都具有相同的使用功能和磨损机理。瓦楞原纸在高速、连续节进的熨烫弯曲成形过程中,与瓦楞辊楞顶产生相对位移并发生挤压摩擦,由于原纸中含有的夹杂物和矿物硬粒的碾压撞击,使瓦楞辊的楞顶部发生剧烈磨损,楞齿高度慢慢变低,并伴有楞顶楞面产生麻坑和凹陷等不规则磨损,使纸板品质无法满足产品标准要求。
为提高瓦楞辊寿命,确保产品质量,常常对瓦楞辊表面进行强化处理,处理的主要方法有:热处理、表面镀铬、激光表面淬火、高速火焰喷涂等。采用高速火焰喷涂WC-12Co涂层的瓦楞辊有如下特点:
1)耐磨性好,楞顶磨损小,芯纸消耗可减少>20%。
2)表面硬度>1200HV,使用寿命为镀铬瓦楞辊的3~6倍。
3)采用电解方式去除涂层,辊体可多次重复使用,瓦楞辊基体损伤小,可获得更多的修复次数,节约了辊体消耗的成本。
图6-7所示为高速火焰喷涂WC-12Co涂层的瓦楞辊。
有关现代热喷涂技术的文章

所有的热喷涂工艺,包括普通火焰喷涂、喷焊、电弧喷涂、HVOF、爆炸喷涂、等离子喷涂等均可获得具有特定性能的单层结构涂层。图4-1 涂层与零件结构的匹配设计a)不合理 b)可以选择 c)优先选择3.多层结构多层结构是指涂层层数达三层或三层以上的涂层结构,在实际应用中并不常用,只在特殊工况条件下才采用。......
2023-06-18

为了获得既满足使用性能要求,质量又稳定的涂层,必须对影响涂层性能的关键因素进行优化设计,了解其影响规律,找到影响涂层质量稳定性的关键因素,并加以严格控制。因此,涂层制备工艺优化设计是涂层开发的必经阶段。表4-4 传统试验法与统计试验法的比较下面以筛分设计为例对涂层制备工艺的优化进行介绍,关于其他设计方法可参阅相关的参考文献。......
2023-06-18

合理设计防腐蚀涂层是保证腐蚀工程整体质量的关键,防腐蚀涂层的设计就是根据工程所要求的涂层使用寿命及所处的环境条件,选择正确的涂料品种,设计出合理的涂层系统。涂装的道数目前在防腐蚀工程上采用的涂层,不论厚薄,大多为多层涂装,而很少采用单涂的。防腐蚀涂层使用寿命的设定涂层的使用寿命也称涂层的有效保护期限,一般是指使用到失去保护作用的期限。对一般的钢铁类黑色金属,环氧酯、聚氨......
2023-06-23

对于压气机末端高温区的可磨耗密封涂层,其性能要求如下:1)耐1000~1350℃高温氧化。采用复合陶瓷涂层材料,在基体表面上制备一层软质可磨耗密封涂层,达到提高整机效率、降低能耗、简化设计、延长使用寿命的目的。可磨耗密封涂层的特点是必须具有可磨耗性,同时必须满足耐高温、耐热振、高温化学稳定和高温强度高及与基体的结合强度足够等要求。可采用氧-乙炔火焰喷涂或等离子喷涂制备可磨耗密封涂层。......
2023-06-18

解决多址接入问题的方法叫多址接入技术。多址接入方式的数学基础是信号的正交分割原理。图10.21FDMA、TDMA 和CDMA 示意图目前在无线通信中应用的多址方式有:频分多址、时分多址、码分多址以及它们的混合应用方式等。图10.24TDMA 帧结构从图可看出,TDMA 帧是由若干时隙组成的,每一帧都是由头比特、信息数据和尾比特组成。......
2023-06-26

图4-11 正确与错误的轴下切面a)错误 b)正确表面机械加工是另外一种表面预处理方法,常通过车削或磨削来完成。在热喷涂技术中,经常采用的表面机械加工方法有下切、开槽和平面布钉三种。将这道焊层机械加工成3.2mm的最小的肩,肩的直径应比轴的最后精加工尺寸大一些。3)使涂层生成起伏叠层,以控制内应力。......
2023-06-18

为确保传感器的功能性,最有效的方法之一是采用冷气动力喷涂制备纯铜涂层,涂层必须满足以下要求:1)涂层具有精确正弦轮廓,环绕传感器的圆周上。2)涂层厚度满足相应的尺寸精度。图6-32、图6-33所示分别为CPU散热器表面和发动机歧管散热冷气动力喷涂铜涂层。......
2023-06-18

高温抗氧化是指高温防护涂层在高温环境下对空气腐蚀作用的抵抗能力。高温涂层在高温下抗氧化性能的试验方法通常有氧化增重、氧化失重和循环抗氧化寿命等。氧化增重试验结束后计算氧化增重不允许有氧化皮损失。常用于高温合金、高温防护涂层抗氧化性对比试验,也适用测定材料和涂层在该试验条件下抗氧化寿命。表5-8 高温抗氧化试样具体要求试验前的准备1)试样准备。......
2023-06-18
相关推荐