残余应力是热喷涂过程中普遍存在的一种现象,与喷涂工艺、基体及粉末性能、样品形状和喷涂参数等因素密切相关。涂层残余应力产生的原因很多,主要原因可归纳为两大类。涂层残余应力影响因素较多,当基体温度以及工艺参数发生改变时都会引起残余应力的改变。一般来说,涂层厚度越大残余应力越大。......
2023-06-18
尽管测试材料残余应力的方法很多,但由于热喷涂涂层所具有的特性,加上各种测试方法本身的特点和有限的测试条件的限制,欲获得涂层残余应力的准确值仍存在一定的难度。目前常采用衍射法、曲率法、钻孔法和剥离法等测试方法对涂层的残余应力进行测量。随着高新技术的发展,也出现了细观方法、激光云纹干涉法、Raman应力法等。各种测试方法在测量过程中均具有一定的优势,同时存在一定的局限性。根据残余应力测试方法对涂层质量有无机械损伤,将测试方法分为无损法和破坏法两类,现将主要的测试方法概述如下。
1.无损法
无损法不改变和不破坏涂层表面状态,按测量对象不同有多种不同的具体方法,如利用材料物理性质的变化或晶体结构参数的变化来测定残余应力的方法,包括X射线衍射法、中子衍射法,再如利用基体喷涂前后曲率的变化来测定残余应力的方法——曲率法等。
(1)X射线衍射法 X射线衍射法是测试涂层残余应力的常用方法之一。它对涂层表面应力敏感,不破坏样品,是一种无损的测试方法,由于测量手段简单,准确度较高,在热喷涂涂层中得到了广泛的应用。它利用阴极射线管产生的X射线作为入射线,以晶面间距作为残余应变的度量。其基本原理是当涂层中存在残余应力时,将引起晶格变形,根据布拉格衍射方程,产生的(hkl)衍射峰将发生移动,根据(hkl)晶格常数相对标准晶格常数发生的漂移量求得点阵应变,进而计算出残余应力。在实际测量计算过程中常采用sin2ϕ法和0~45°法,用式(5-23)计算涂层的残余应力:
σx=E/(1+ν)sin2[(di-dn)/dn] (5-23)
式中 E——弹性模量;
ν——泊松比;
di——倾斜角0°(hkl)的面间距;
dn——倾斜角45°(hkl)的面间距。
由于X射线的穿透能力较低,仅能测试样品表面较薄一层的残余应力,测量深度仅为几十微米。
(2)中子衍射法 中子衍射法以中子流为入射束,照射试样产生衍射,得到衍射峰,与X射线衍射法原理基本相同,即根据衍射峰位置的变化计算应力。与X射线衍射法相比,中子衍射法由于中子穿透样品的深度较大,可测量涂层深部的残余应力,在一定程度上弥补了X射线衍射法穿透能力弱、对厚涂层检测误差较大的不足。
(3)环状曲率法 曲率法通过电阻应变片测量喷涂前后试样的曲率变化,计算涂层的残余应力分布及大小。在颗粒沉积到基体上时,涂层和基体之间由于物理性能的差异产生二维界面应力,使基体产生微小的弯曲,根据几何学和力学原理推断出基体的曲率变化和涂层应力的对应关系。
先将试样加工成环形状,选用喷涂工艺方法,按制定好的工艺参数在环状试样上制备涂层。由于涂层内存在一定的应力,会使试样的曲率发生变化,可以根据测量到的曲率变化,通过式(5-24)计算出涂层中残余应力的大小。

式中 E1——涂层材料弹性模量(MPa);
E2——基体材料的弹性模量(MPa);
h1——涂层厚度(mm);
h2——基体材料厚度(mm);
ρ——曲率半径(mm);
ν——涂层的泊松比;
στ——涂层残余应力(MPa)。
2.破坏法
破坏法是利用机械加工或其他加工方法将残余应力释放,通过测量释放产生的应变计算残余应力的,其方法对样品均有一定的破坏性,主要有盲孔法、剥层法等。
(1)盲孔法 盲孔法是目前应用最广泛的残余应力测量方法。由于测量手段简单,成本较低,测量精度较高,已成为一种标准测试方法,可用来测量各种材料的残余应力。其基本原理:在具有一定初应力的涂层表面钻一个有一定大小的盲孔,在盲孔附近表面由于释放部分应力而产生相应的位移和应变,根据所测得的释放应变,代入经过修正的Kirsch公式,即可计算出涂层的残余应力。目前已有采用微型钻孔测量涂层残余应力的方法问世。
(2)剥层法 剥层法利用机械或化学方法将涂层逐层剥离或去除基体,释放涂层中的应力,通过电阻应变片逐次测量残留试样的释放应变,根据释放应变计算残余应力的分布和大小。由于在逐层剥离过程中,机械方法易造成材料损伤,较难均匀减薄;而化学腐蚀剥层时涂层与基体界面部位常常先发生腐蚀,较难控制逐层剥离,因此剥层法在涂层残余应力测量中难以得到广泛的应用。
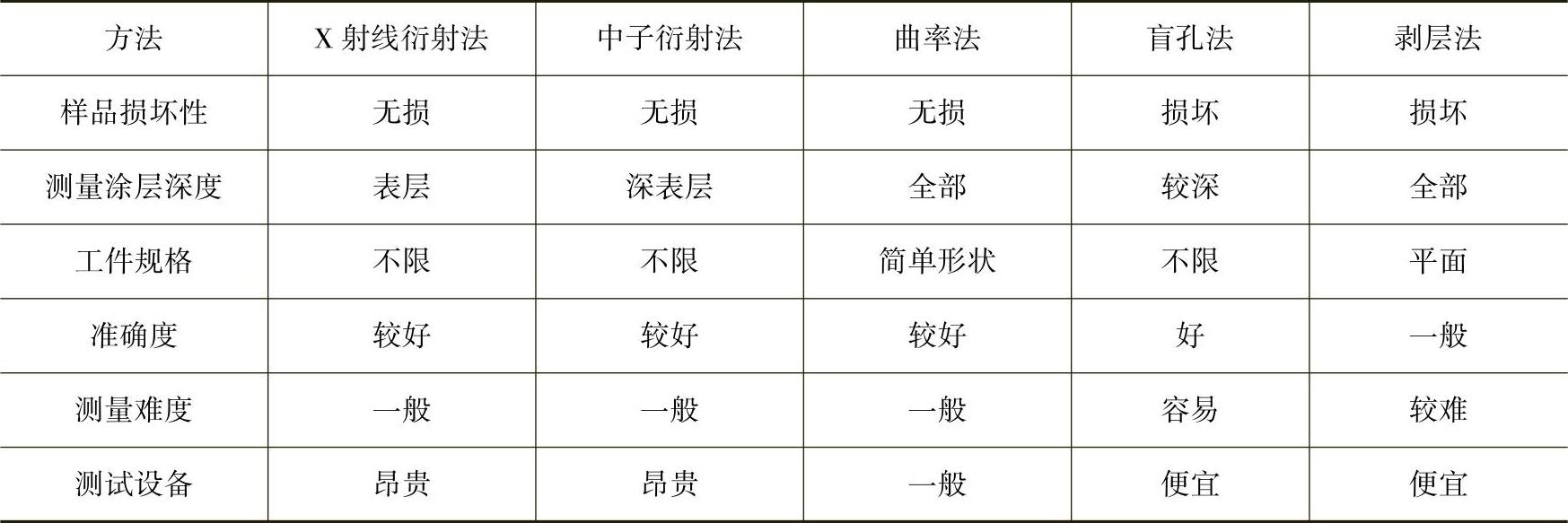
上述各种残余应力测试方法的优缺点见表5-15。
表5-15 几种主要涂层残余应力测试方法的比较
有关现代热喷涂技术的文章

残余应力是热喷涂过程中普遍存在的一种现象,与喷涂工艺、基体及粉末性能、样品形状和喷涂参数等因素密切相关。涂层残余应力产生的原因很多,主要原因可归纳为两大类。涂层残余应力影响因素较多,当基体温度以及工艺参数发生改变时都会引起残余应力的改变。一般来说,涂层厚度越大残余应力越大。......
2023-06-18

任何焊接结构件中都不可避免焊接应力的存在,并且直接影响焊接结构的制造质量和安全使用性能。当[σmax]接近于屈服强度时,焊接残余应力的影响逐渐消失。(二)对刚度的影响焊接残余应力与外载引起的应力相叠加,可能使工件局部提前屈服产生塑性变形,工件的刚度会因此而降低。残余应力对稳定性的影响取决于杆件的几何形状和内应力分布。所以焊接残余应力的存在对工件的加工精度有不同程度的影响。......
2023-06-23
焊接残余应力可根据产生原因、作用方向、作用形式及其在结构中的作用方向来分类。(一)根据焊接残余应力的产生原因分类根据产生原因焊接残余应力可分为温度应力、组织应力、拘束应力和氢致应力。焊接过程中温度应力在不断地变化,且峰值一般都达到屈服强度,因此产生了塑性变形,焊接过程结束并冷却后,产生的焊接残余应力保存下来。......
2023-06-23

焊接残余应力存在于焊接结构中,会导致焊接结构的承载能力下降。事实证明,许多结构未进行消除焊接残余应力处理,也能安全运行。焊接残余应力形成的根源是近缝区在焊接过程中产生的压缩塑性变形。因此消除残余应力的实质就是使焊接区产生适量的塑性伸长。按其性质,消除焊接残余应力的方法可分为热处理法和机械法。(一)焊后热处理消除焊接残余应力焊后热处理也叫高温回火处理,是目前最常用的焊后热处理方法。......
2023-06-23

当焊缝冷却后收缩,由于受到接头周围金属的限制,而不能自由收缩时受到拉伸,产生拉应力,即焊接残余应力。控制焊接残余应力的主要方法如下:1.机械拉伸法焊后对焊接构件进行加载,使焊接接头中的不协调应变区进行拉伸到屈服,从而减少由焊接引起的拉伸残余应力,使内应力有所降低。......
2023-06-15

焊接残余应力可以从设计和工艺两方面控制。对于厚板多道焊焊缝,选择小的焊接参数进行多层多道焊,并控制道间和层间温度,能有效减小焊接残余应力。在焊接封闭环焊缝或其他刚性较大、自由度较小的焊缝时,可采取反变形措施,可以有效地控制焊接残余应力,如图5-11所示。......
2023-06-23

3.操作1)挥发分瓷坩埚称重,放入箱式高温炉,900℃±10℃保温10min,取出后放置10min,称重,并与上次称重结果检查对照,直到两次结果一样。......
2023-06-24

在生长后的冷却期间,由于衬底和GaN的CTE存在差别,将形成很大的应力。对于Al2O3,它的CTE要高一些,热应力是压缩性的,在室温下使晶片形成凸起翘曲。图2-15 晶片曲率是GaN薄膜厚度的线性函数根据曲线的斜率,可以计算出热应力。应力为临界值时,衬底中会出现裂缝并在GaN层中传播。已经在厚度大于20μm的GaN层中观察到这种现象[HIR 93]。......
2023-06-15
相关推荐