表示已加工表面的微观几何形状误差。表面波度尚无国家标准。指工件经机械加工后表面层的强度、硬度有提高的现象,也称为表面层的冷硬或强化。对零件使用性能的影响大小取决于加工表面层残余应力的方向、大小和分布状况。3)切削液对加工表面粗糙度有明显的影响。2)采用人工时效的方法消除表面残余应力。......
2023-06-28
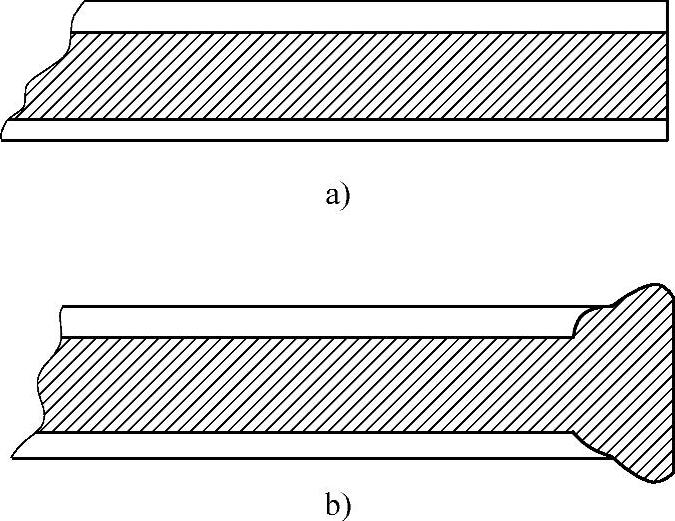
图4-11 正确与错误的轴下切面
a)错误 b)正确
表面机械加工是另外一种表面预处理方法,常通过车削或磨削来完成。采用车削加工可使涂层与基体之间的结合面积增加30%左右,并且能提高涂层的抗剪切能力。表面经过车削或磨削后,还必须采用喷砂粗化或其他粗化方法进行表面处理,以进一步提高涂层与基体之间的结合强度。在热喷涂技术中,经常采用的表面机械加工方法有下切、开槽和平面布钉三种。
1.下切
下切是用车削或磨削的加工方法,将零件表面适当去除的一种操作方法,它一方面可以去除表面疲劳层,同时也为实施热喷涂涂层提供了空间。当机械零件需要进行修复时,通常采用下切法。
为了使精加工涂层获得均匀的厚度,或者为了去除加工硬化的表层、化学污染、氧化物及先前遗留的热喷涂层的工件表面,往往也采用下切。由于下切会减少工件的横截面积,因而会影响到工件的抗拉强度和抗疲劳强度。
在圆柱体工件的每个下切面的端部,都必须在肩部切成方的或小钝角(105°),不推荐采用锐角楔形。每个下切角的半径应为0.38~0.50mm,下切面不应延伸到轴的端部,而应留出一定的距离,轴的端部与热喷涂涂层的嵌连方式如图4-11所示。
在下切截面的尽头任何可能的地方都要留肩。
对于涂层经受来自端部压力的圆柱面(如泵柱塞),在其受压端的外圆周围,推荐采用堆焊层。将这道焊层机械加工成3.2mm的最小的肩,肩的直径应比轴的最后精加工尺寸大一些。在承压工作中,这道堆焊层比热喷涂涂层要好。
值得注意的是,焊接会影响基体金属的性能,在修复与维护中务必对此引起重视。
2.开槽
开槽是一种在基体上切出保持一定间距的一条条沟槽的操作。开槽(或车螺纹)主要为了达到以下目的:
1)减少收缩应力。
2)增大涂层与基体的接触面积。
3)使涂层生成起伏叠层,以控制内应力。
当涂层遭受冷热循环时,在冷却过程中,因涂层与基体之间存在热物性的差异,会在界面上及涂层内部产生应力,该应力在涂层内不断累积,会导致涂层与基体之间发生分离。这种应力随着涂层厚度的增加而增大,对于硬质金属或陶瓷涂层来讲,这种现象更为严重。由于开槽能使应力分散成很多小的分量,从而有效地减少内应力,对提高结合强度有利,其示意如图4-12所示。
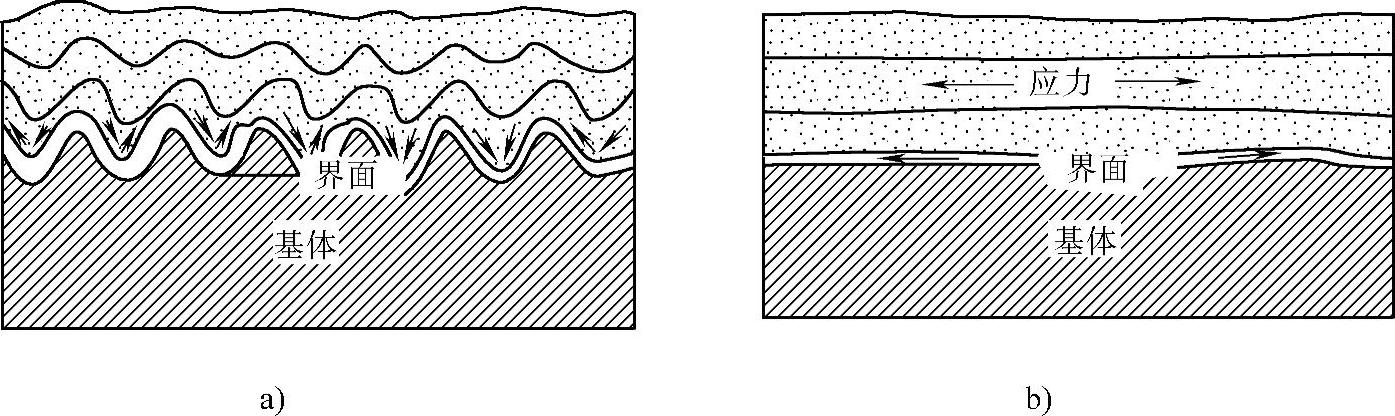
图4-12 涂层与基体界面处的应力状态
a)开槽界面的应力状态 b)光滑不开槽界面的应力状态
图4-12中给出了两种轴的界面应力状态:一种是车过螺纹的轴,如图4-12a所示;另一种是没有车螺纹的轴,其内应力沿下切的全长呈直线分布,如图4-12b所示。车螺纹方法可使涂层与基体的结合面积增加30%左右,而且由于形成波浪状涂层,收缩应力受到限制,被分散成很多较小的分量并分布在每一条螺纹的两端,彼此之间可以抵消,从而减小了涂层的应力积累,这对于较厚涂层、高收缩率涂层及喷涂大面积零件意义较大。在每一条螺纹的根部,都应车成圆角,以减少沟槽效应。另一种方法是利用U形槽代替传统的V形螺纹,对于重载荷机械零件,V形螺纹会产生应力集中的作用。在表面车削螺纹虽能提高涂层的抗剪切能力,但却削弱了工件的抗疲劳强度,因此重要的承受交变循环应力的轴类零件表面,不宜采用车螺纹粗化。
由于热喷涂涂层是由很多碰撞后的变形粒子组成的,很像一层有直线纹理的木料,与涂层垂直方向的强度要比其平行方向的强度低。由于变形粒子会随着大的凹槽上下起伏,从而改善了涂层的结合强度,减弱了涂层产生分裂的倾向。
当存在下列情况之一时,应考虑实施开槽处理:
1)厚度超过1.27mm的所有涂层,任何部位有一条棱边的地方。
2)涂层的收缩性很高,而其厚度又超过0.76mm,任何部位有一条棱边的地方。
3)没有棱边的涂层,如工作条件苛刻的涂层,或由于涂层厚、材料收缩大的涂层,在圆柱体表面上进行连续喷涂时存在开裂危险的涂层等。
3.平面布钉
在平面上喷涂的硬金属涂层会出现特殊的问题。如果基体属于较硬的金属,喷砂所能剥蚀的深度将会减小,导致涂层的结合强度下降。另外,硬金属涂层通常较厚,不像铝或锌等一些软金属涂层那样薄,因此,在冷却过程中涂层产生的总收缩量会大得多。此时,通常要对平面进行布钉处理。布钉包括钻孔与攻螺纹,孔距约为25mm,孔内插入没有涂层的平头螺钉,其材质应与基体成分相符。螺钉直径为3~6mm,固定之后,对表面和螺钉都要进行喷砂处理。
有关现代热喷涂技术的文章

表示已加工表面的微观几何形状误差。表面波度尚无国家标准。指工件经机械加工后表面层的强度、硬度有提高的现象,也称为表面层的冷硬或强化。对零件使用性能的影响大小取决于加工表面层残余应力的方向、大小和分布状况。3)切削液对加工表面粗糙度有明显的影响。2)采用人工时效的方法消除表面残余应力。......
2023-06-28

表面冷形变强化在(模具)模膛强化中的应用主要有喷丸强化、挤压强化和滚压强化等。模具的喷丸过程是弹丸流不断撞击模膛表面层并使表面层在0.1~0.7mm时不断积累塑性变形的过程。喷丸能促使工件表层的组织发生转变,如残留奥氏体诱发转变为马氏体,并引入压应力,从而提高表层的硬度、疲劳强度的耐磨性。经表面冷形变强化后进行时效处理,可使其进一步强化。......
2023-06-24

机械加工的表面质量是指零件加工后的表层状态,它包含了零件加工后的微观几何形状误差和物理力学性能。它是衡量机械加工质量的一个重要方面,其质量将对零件或产品的使用性能和使用寿命产生很大的影响。表面粗糙度 表面粗糙度是指加工表面上具有的很小间距的波峰、波谷组成的微观几何形状特性,它主要由所使用的刀具、切削用量、加工方法以及其他因素形成的,波高与波长的比值一般大于1∶50。......
2023-06-25

外圆表面粗车的目的是去掉零件大部分加工余量,削除毛坯制造的形状及位置误差,为后续加工做好准备。外圆表面半精车主要目的是为零件的精加工做准备,也可以作为要求不高的外圆表面的最终加工工序。中心架固定在车床床身上,多在较长轴类零件外圆表面加工时使用,以防止较长工件因自重而弯曲,造成工艺系统振动,影响加工精度。使用中心架时,对整个外圆表面加工会出现接刀现象,处理不好会影响加工精度及表面粗糙度。......
2023-06-26
总之,钳工是机械制造企业中不可缺少的一个工种。车工是指操作车床,对工件旋转表面进行切削加工的工种。车削加工的主要工艺内容为车削内外圆柱面、圆锥表面、车端面、切沟槽、切断、车螺纹、钻孔、铰孔、滚花和车成形面等。铣削加工的主要工艺内容为铣削平面、台阶面、沟槽和成形面等。......
2023-06-29

传统插削是采用有滚动或无滚动的往复运动方式插齿,这种加工方式会使工件加工表面产生强烈的变形和加工硬化,从而导致插齿刀后刀面发生磨损,影响插齿过程的进行和插齿质量。试验过程的结果表明,采用涂层刀具,在不降低插齿刀使用寿命和加工质量的条件下,完全可以实现干插齿加工。从图4-63b可以看出,在一定的插齿间歇次数下,干切削加工时的月牙洼磨损深度值比使用切削液时小。......
2023-06-25

为了便于使所有引脚在0.5 min内形成连接,引线框架表面要包覆一层锡铅共晶焊料。考虑环境方面的因素,这层包覆材料已经由共晶锡铜合金或纯锡代替。然而,这些无铅的锡基涂层会引起锡须的自发生长。这些锡须可能会造成引脚间的短路,引起目前的一个可靠性问题。图1.4硅芯片和引线框架之间的引线键合示意图1.5引脚和基板之间的焊料接头示意......
2023-06-20
机械加工后,零件实际几何参数与理想零件相符合的程度称为加工精度。这是人为地制造一种误差,去抵消另一种原始误差,从而达到加工精度的目的。用刀具的相应尺寸来保证加工表面的尺寸精度。加工工件时,获得形状精度的方法有下列三种。常见的滚齿、插齿等齿轮加工方法均属展成法。......
2023-06-28
相关推荐