等离子喷涂制备梯度功能复合涂层的方法见表4-27。表4-27 等离子喷涂制备梯度功能复合涂层的方法在采用单枪法喷涂梯度功能复合涂层时,要注意控制两种成分的飞行轨迹尽可能保持一致,以形成相同的束斑。否则,两种材料不会沉积在相同位置,其中的一种材料成分会出现富集区,甚至形成不均匀带状结构,这将严重影响梯度功能复合涂层性能的均匀性。需要说明的是,上述梯度功能复合涂层均不是严格意义上的梯度结构,而只是多层阶梯结构。......
2023-06-18
1.质量控制简介
在生产过程中,操作者、设备、原材料、工艺方法、生产环境、测量方法构成了工序的最基本因素,简称人、机、料、法、环、测六要素。质量控制过程中,由于人、机、料、法、环、测的波动或改变可能导致产品质量特性值与所规定的质量特性值之间发生一定的正常或异常偏离。通过对质量控制和监测过程中所获得的所有数据进行分析,可以获得有关产品特性的总体平均值和总体标准偏差。其中,总体是包含所研究的全部个体或数据集合;参数是用来描述总体特征的概括性数字度量;样本是从总体中抽取的一部分元素的集合;统计量是用来描述样本特征的概括性数字参量。
总体平均值为

总体标准偏差为

样本平均值为

样本标准偏差为

其中,N为质量数据的总数量,n为样本数据个数。
在稳定状态下,通过加工过程获得的质量数据服从(近似)正态分布,数据分布曲线下的面积恒等于1,其中μ和σ分别为位置参数和形状参数,如图4-7所示。
对于一般的正态分布数据,即Y~N(μ,σ2),根据概率密度函数表可知
P(|Y-μ|≤σ)=0.6826
P(|Y-μ|≤2σ)=0.9554
P(|Y-μ|≤3σ)=0.9974
这意味着,当以3σ作为生产过程的质量控制依据时,在所有的质量数据中要求分布于[μ-3σ,μ+3σ]区间的概率应占到99.74%,而分布于该范围之外的数据(即不合格)出现的概率应为0.26%。对于目前电子行业应用的6σ控制来说,要求不合格率低至3.4×10-4%。

图4-7 正态分布示意图
a)位置参数 b)形状参数
2.过程能力B和过程能力指数Cp
过程能力是在一定时间里,处于控制状态(稳定状态)下某生产过程的实际加工能力。过程能力主要反映该生产过程中产品质量是否稳定,质量精度是否足够。在3σ准则下,过程能力B=6σ。该值越小,过程能力越强。
对喷涂过程来讲,质量是否稳定体现在一定时间内所获得的涂层厚度、结合强度、孔隙率等涂层性能是否稳定,质量精度是否足够体现涂层性能的精度范围。
由于过程能力仅表示生产过程中质量数据的分散程度,不能反映该过程是否能够满足产品的技术质量要求,因此引入过程能力指数Cp。该指数可以反映过程生产能力满足产品质量标准(规格、偏差)的程度。过程能力指数=技术要求/过程能力,即
Cp=T/B=T/6σ (4-8)
当对具体生产过程中的Cp进行计算时,σ表示的是总体标准偏差,其计算时的数据包括已生产的和未生产的产品的总质量数据。当生产过程处于稳定状态时,可以用已生产出的产品中抽取部分样本数据的标准偏差s来代替总体标准偏差σ,总体平均值μ则可用样本平均值σ进行估算。
根据产品质量标准的技术要求,可以分为以下三种情况,分别对应不同的Cp计算方法。
1)给定双侧质量标准且总体平均值μ与标准中心M重合时,该情况如图4-8所示,此时过程能力指数Cp可按以下公式进行计算。
Cp=(TU-TL)/6σ≈(TU-TL)/6s (4-9)
2)给定双侧质量标准且总体平均值μ与标准中心M存在偏移ε时,该情况如图4-9所示,此时应对过程能力指数Cp进行修正,用Cpk表示,有
Cpk=(1-k)Cp≈(TU-TL-2ε)/6s (4-10)
其中,绝对偏移量 ;标准中心值M=(TU+TL)/2;相对偏移量k=ε/(T/2)。
;标准中心值M=(TU+TL)/2;相对偏移量k=ε/(T/2)。
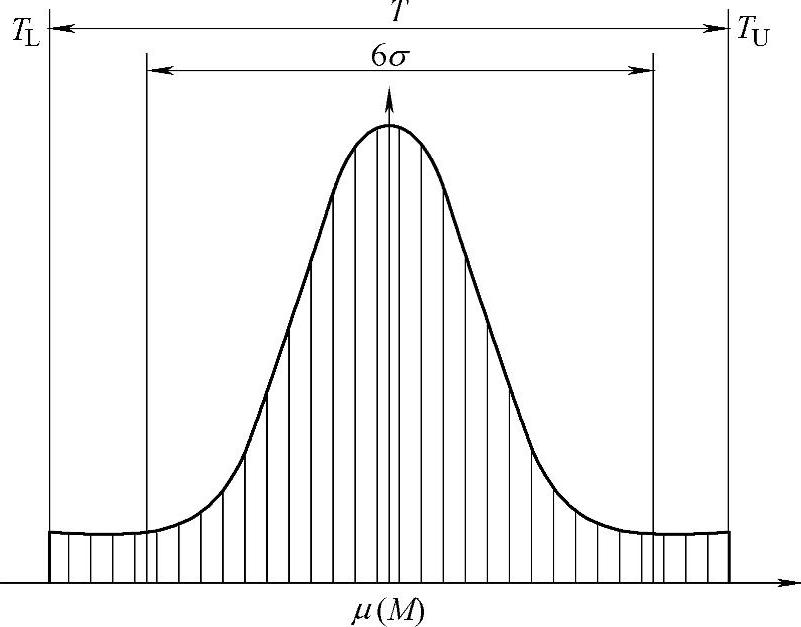
图4-8 给定双侧技术标准且总体平均值与技术要求中心重合的情况
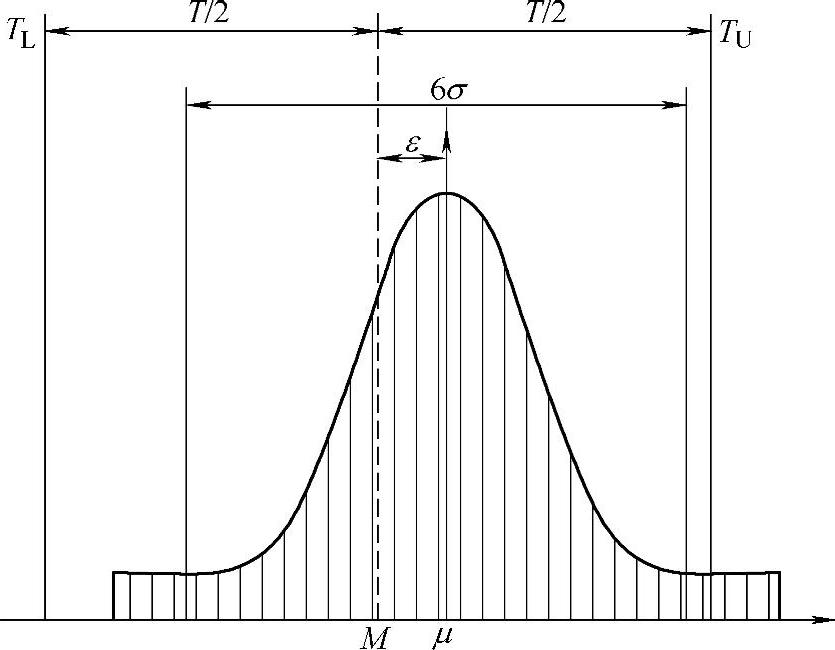
图4-9 给定双侧技术标准且总体平均值与技术要求中心存在偏移ε的情况
3)给定单侧质量标准,包括两种情况:只规定下限技术指标(如强度、寿命等),或只规定上限技术指标(如平行度、垂直度等),如图4-10所示。
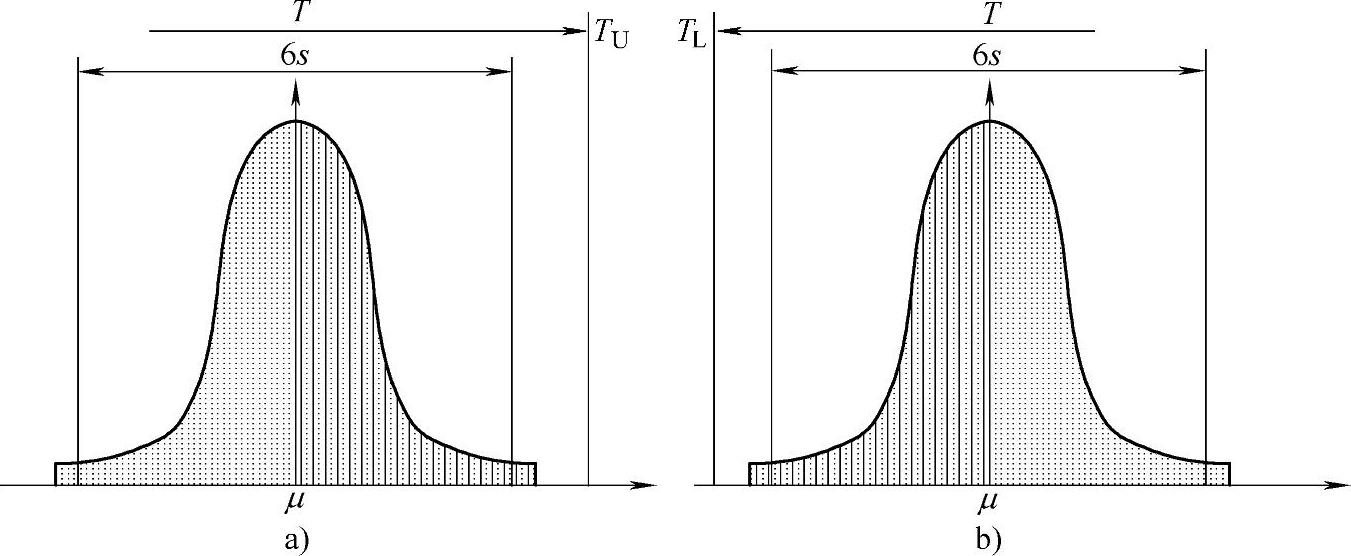
图4-10 给定单侧质量标准时的情况
a)只规定上限时 b)只规定下限时
当只规定上限时,如图4-10a所示,过程能力指数计算式为

当只规定下限时,如图4-10b所示,过程能力指数计算式为

3.过程能力指数分析
根据过程能力指数分析所得的数据,可将过程能力划分为4个等级,并应根据不同的等级分别采取不同的措施,以保证产品生产过程能够满足质量标准所要求的技术指标。过程能力指数分级与判断见表4-6。
表4-6 过程能力指数分级与判断

以涂层结合强度为例,对等离子喷涂生产过程的过程能力指数进行分析。在喷涂每组试样前必须重新起动设备,在保证喷涂过程稳定的情况下,获得16组共48个涂层试样。对其进行结合强度测试后得到的数据见表4-7。
表4-7 涂层结合强度原始数据(单位:MPa)
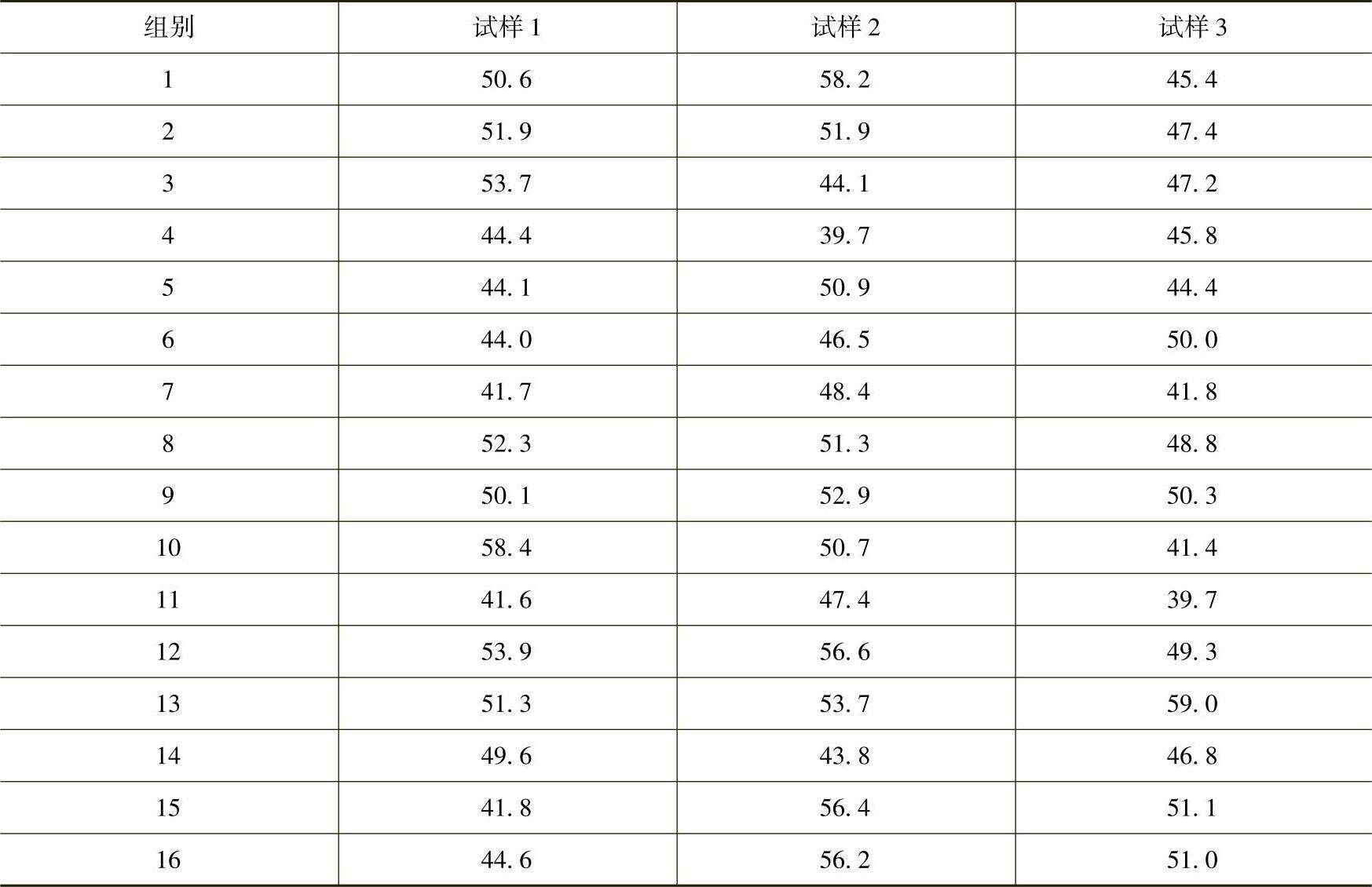
假设每组涂层三个结合强度试样的测试值分别为T1、T2、T3,其中T1为最大值,T3为最小值,而T2为中间值。如果T ,则应剔除T3值,仅计算T1和T2的值;如果
,则应剔除T3值,仅计算T1和T2的值;如果 ,则应对T1、T2、T3的值直接进行平均。根据以上规则对测试的原始数据进行处理后得到的结果见表4-8。
,则应对T1、T2、T3的值直接进行平均。根据以上规则对测试的原始数据进行处理后得到的结果见表4-8。
表4-8 处理后的涂层结合强度数据(单位:MPa)

(续)
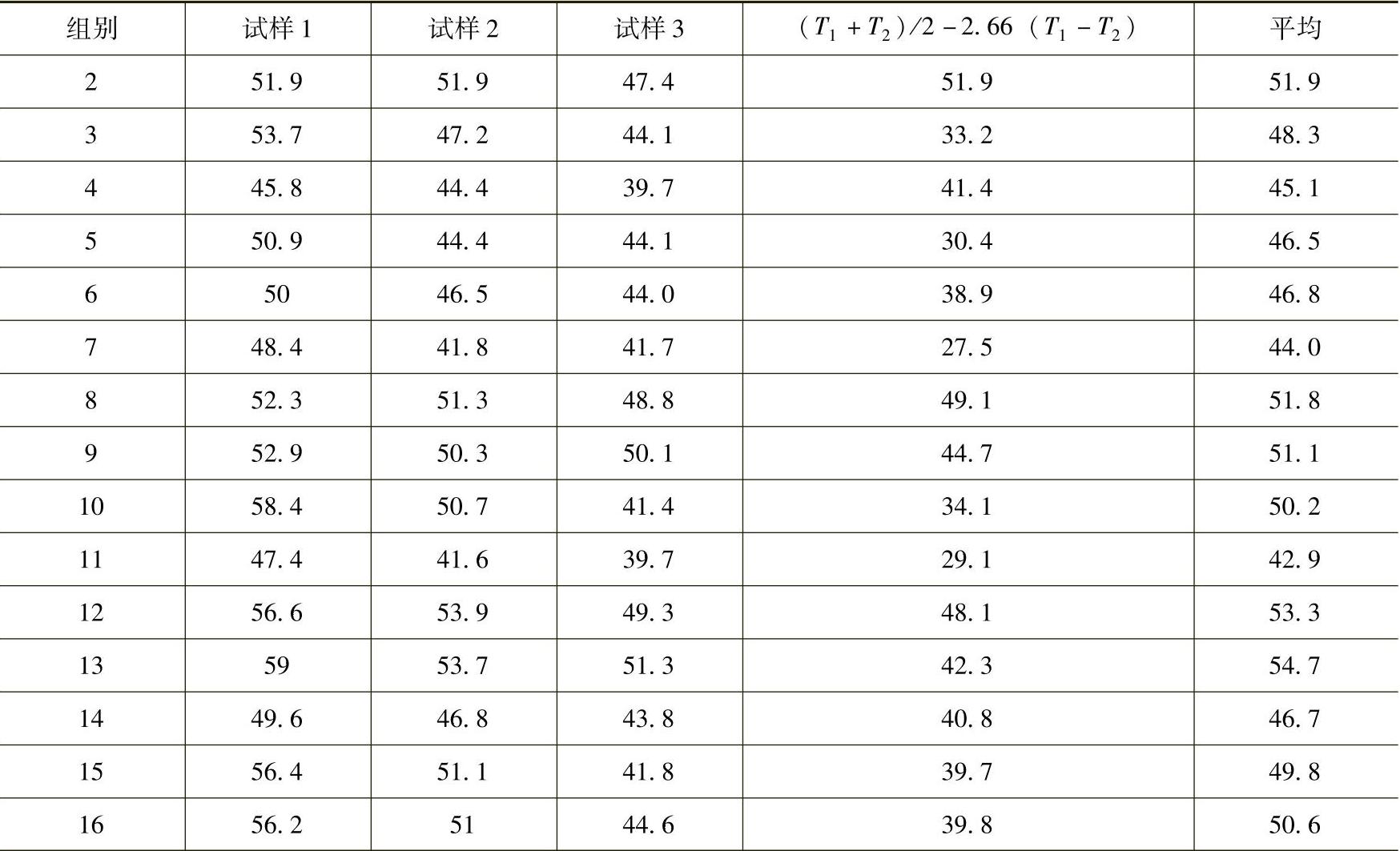
注:表中第2组、第4组和第8组的试样3结合强度值偏低。
按照Shapiro方法验证上述16组数据满足正态分布。
该16组数据的平均值x=49.06875MPa,s=3.42787MPa,当涂层结合强度指标要求分别为35MPa和40MPa时,计算得到的Cpk值分别为1.37和0.88。
根据以上对喷涂生产过程能力指数分析可知,当要求涂层结合强度不低于35MPa时,其生产过程能力指数为一级,即喷涂加工生产过程能力充足,允许小的外来变异,可放宽过程控制抽样间隔;当要求涂层结合强度不低于40MPa时,其生产过程能力指数为三级,即喷涂加工生产过程能力不足,必须采取措施予以提高,在过程中应加强检查。
有关现代热喷涂技术的文章

等离子喷涂制备梯度功能复合涂层的方法见表4-27。表4-27 等离子喷涂制备梯度功能复合涂层的方法在采用单枪法喷涂梯度功能复合涂层时,要注意控制两种成分的飞行轨迹尽可能保持一致,以形成相同的束斑。否则,两种材料不会沉积在相同位置,其中的一种材料成分会出现富集区,甚至形成不均匀带状结构,这将严重影响梯度功能复合涂层性能的均匀性。需要说明的是,上述梯度功能复合涂层均不是严格意义上的梯度结构,而只是多层阶梯结构。......
2023-06-18

所有的热喷涂工艺,包括普通火焰喷涂、喷焊、电弧喷涂、HVOF、爆炸喷涂、等离子喷涂等均可获得具有特定性能的单层结构涂层。图4-1 涂层与零件结构的匹配设计a)不合理 b)可以选择 c)优先选择3.多层结构多层结构是指涂层层数达三层或三层以上的涂层结构,在实际应用中并不常用,只在特殊工况条件下才采用。......
2023-06-18

涂层厚度的检测包括局部厚度的检测和平均厚度的检测。热喷涂涂层无损检测方法主要有磁性法、涡流法、测量法等,破坏性检测法主要有金相显微镜法。根据被测工件涂层有效面积的大小,采用不同测量点数进行。对于不同用途的涂层,可根据用户要求报告平均厚度、最小厚度或最大厚度。......
2023-06-18
涂层结构与被喷涂材料的组织结构有明显的差异,这是由于工艺方法的不同而引起的。因此,涂层的典型结构是由变形扁平微细的涂层材料堆积而成的层状结构,且中间夹带着部分气孔和氧化物。在热喷涂工艺方法中,高能高速等离子喷涂、真空低压和可控气氛等离子喷涂、高速火焰喷涂、冷气动力喷涂等方法,可有效地减少和消除氧化物夹杂及气孔的产生,改善涂层结构和性能。一般说来,涂层自身结合强度高于涂层与基体的结合强度。......
2023-06-18
目前,电弧喷涂技术是国内发展最快、普及程度最高的热喷涂技术之一。表4-15 BP400电弧喷涂Al及其合金的参数设置表4-16 BP400电弧喷涂Zn及其合金的参数设置喷涂的Zn涂层的耐酸性较弱,适用于pH6~12范围内的环境。......
2023-06-18

同样的喷涂材料,选用不同的喷涂方法,其涂层性能,如结合强度、硬度、孔隙率等有明显的差别。3)涂层性能与试样制备有关。进行抗拉强度试验时,涂层表面的平整性和对偶件表面的表面粗糙度都会影响检测结果。由于涂层组织中的硬质相与基体结合力较低时,取样抛光不当,就可能发生硬质相脱落,而误判为涂层孔隙。由于上述原因,给热喷涂涂层性能评价带来很大难度。......
2023-06-18

LBL组装涂层涤纶织物的ATR-FTIR光谱如图6-5所示。LBL组装涂层涤纶织物的红外光谱中在1532cm-1处的特征吸收峰为壳聚糖中—NH2质子化—NH3+的伸缩振动峰,且吸收峰的强度随CH和APP构成的膨胀阻燃涂层层数的增加而增加。从图6-6可以看出,未涂层的涤纶织物表面平整光滑,而经LBL组装涂层涤纶织物表面形貌发生了明显变化。因此,结合FTIR光谱和SEM结果,表明通过LBL组装方法成功地在涤纶织物上构建了CH/APP阻燃涂层。......
2023-06-26

计算结果表明,采用0.25mm厚的氧化锆热障涂层,就可以使基体金属温度降低170℃左右。图4-15 热障涂层隔热原理图4-16 TBC及超合金发展对承温能力贡献的比较TBC的应用已经取得了非常显著的效果,不仅降低了制造成本和比油耗,减少了对冷却空气量的要求,还提高了叶片工作的持久性。热障涂层的发展过程,就是对这两方面的问题进行不断改进和提高的过程。......
2023-06-18
相关推荐