涂层结构与被喷涂材料的组织结构有明显的差异,这是由于工艺方法的不同而引起的。因此,涂层的典型结构是由变形扁平微细的涂层材料堆积而成的层状结构,且中间夹带着部分气孔和氧化物。在热喷涂工艺方法中,高能高速等离子喷涂、真空低压和可控气氛等离子喷涂、高速火焰喷涂、冷气动力喷涂等方法,可有效地减少和消除氧化物夹杂及气孔的产生,改善涂层结构和性能。一般说来,涂层自身结合强度高于涂层与基体的结合强度。......
2023-06-18
在实际使用中,因零件形状、大小、材质、使用环境及服役条件等千差万别,要获得最佳的涂层使用性能,必须将热喷涂技术所涉及的各个环节综合在一起进行优化处理,特别是要注意将喷涂材料与各种热喷涂工艺的特点结合起来,内容涉及所选择的喷涂材料、涂层厚度、相应的喷涂设备和工艺参数等,涂层结构设计是否合理一般要通过生产检验或现场试验才能确定。事实上,为了充分发挥涂层的优势,考虑到喷涂工艺实施的可靠性和零件结构对涂层的影响,在零件的设计阶段就要考虑涂层与零件结构的适应性,如图4-1所示。
在热喷涂应用技术中,所涉及的涂层结构大体可分为四种。
1.单层结构
单层结构涂层是指只需要在经过预处理的零件表面喷涂单一成分涂层,也就是可满足使用性能要求的涂层结构模式。单层结构在实际应用中所占比例较大,是最常用的热喷涂涂层结构之一,可为基体提供防腐、耐磨、抗高温氧化、导电、尺寸修复、延长使用寿命等功能。所有的热喷涂工艺,包括普通火焰喷涂、喷焊、电弧喷涂、HVOF、爆炸喷涂、等离子喷涂等均可获得具有特定性能的单层结构涂层。
2.双层结构
双层结构涂层是指采用两种喷涂材料在经过预处理的零件表面分两次喷涂形成的涂层结构,每层具有不同的功能。通常与基体相邻的涂层称为黏结底层,其主要作用是提高基体与涂层之间的结合强度;外层或表面层称为工作层或面层,其主要作用是满足零件所要求的性能。这种结构涂层在实际应用中所占的比例也较大,也是最常用的热喷涂涂层结构之一。两种涂层可采用同一种热喷涂工艺方法来完成,如采用单一工艺方法,如普通火焰、爆炸喷涂或等离子喷涂来分别喷涂两种涂层;也可采用不同的热喷涂方法来完成,如可采用电弧喷涂黏结底层,再采用等离子喷涂表面工作层;或先采用高速火焰喷涂黏结底层,再采用等离子喷涂表面工作层,该组合是目前飞机发动机用热障涂层的典型工艺。
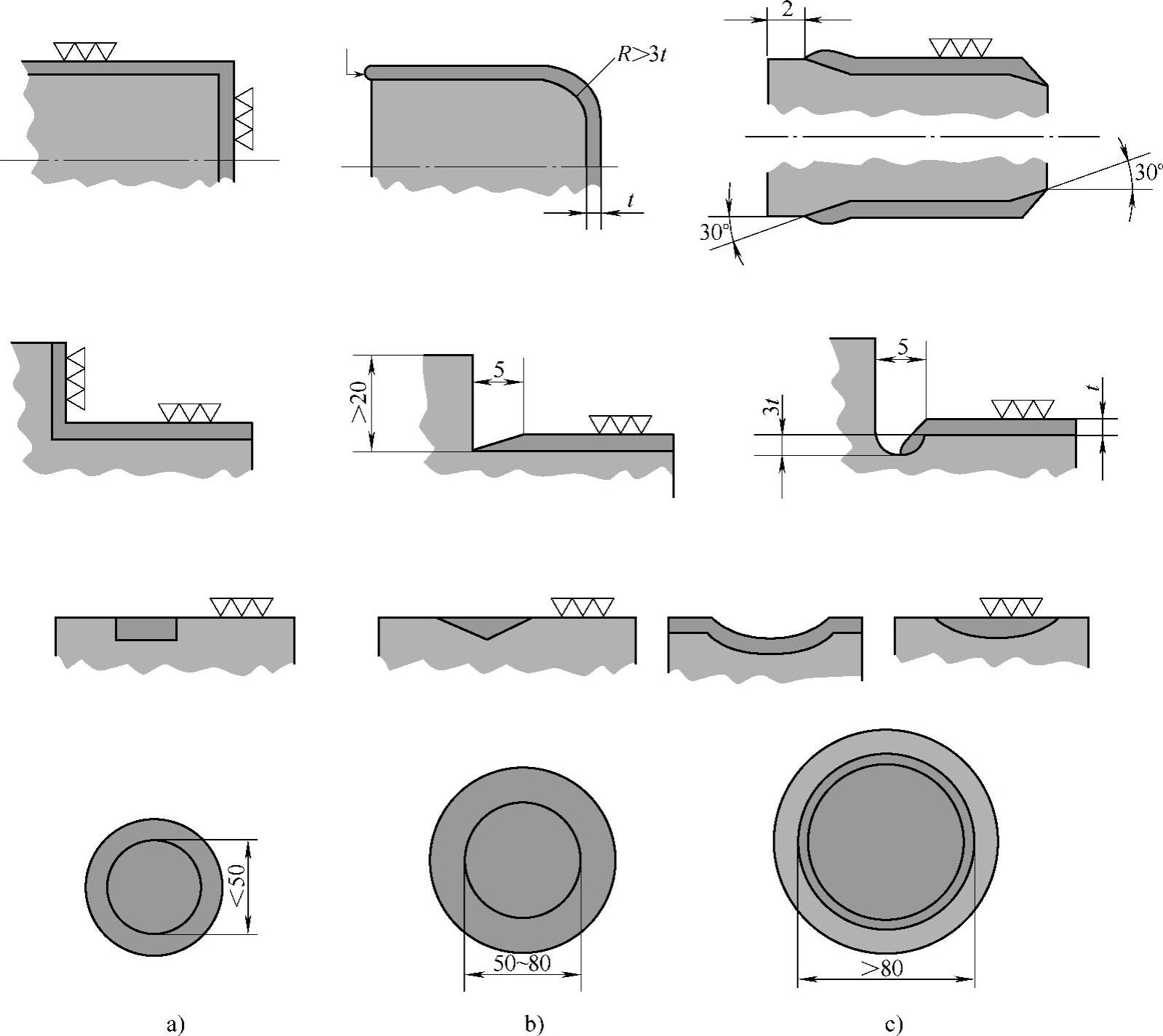
图4-1 涂层与零件结构的匹配设计
a)不合理 b)可以选择 c)优先选择
3.多层结构
多层结构是指涂层层数达三层或三层以上的涂层结构,在实际应用中并不常用,只在特殊工况条件下才采用。
有的多层结构通过采用多种成分涂层来满足一种性能要求。例如,为了开发出能够满足柴油发动机用的长寿命厚热障涂层,Robert等采用了线胀系数非常接近的三层结合底层来降低涂层热应力,其涂层结构如图4-2所示,其各层涂层的热膨胀行为如图4-3所示。由于基体材料4140、NiCrAlY、FeCrAlY、FeCoNiCrAl和ZrO2-Y2O3之间膨胀系数属于逐渐变化的,进而可以大幅度减小ZrO2-Y2O3涂层与基体之间的热膨胀不匹配性,从而达到减小热应力、延长使用寿命的目的。
有的多层结构则具有多种功能。例如,为了显著提高汽轮机用热障涂层的使用寿命和工作可靠性,Leed等人提出在金属黏结层和热障涂层之间增加阻止氧扩散涂层,并在金属黏结层和阻止氧扩散涂层、热障涂层和阻止氧扩散涂层之间增加梯度过渡层,以阻碍氧扩散到金属黏结层,形成脆性的金属-陶瓷界面,该涂层结构如图4-4所示。

图4-2 满足一种性能要求的多层结构

图4-3 满足一种性能要求的多层结构热膨胀行为
为了实现在1500~1800℃燃气冲蚀条件下长期抗氧化的目标,G.Savage和R.V.Sara提出了多层涂层体系的概念。其中,G.Savage的多层涂层概念为:难熔氧化物-改性SiO2玻璃-内层难熔氧化物-难熔碳化物;R.V.Sara的多层涂层概念为:耐腐蚀层-氧扩散阻挡层-碳扩散阻挡层-柔性层。这两种多层结构如图4-5所示。这两种多层结构涂层概念虽略有不同,但实现的目标是一致的。外层必须耐腐蚀并应具有低蒸发性,避免高温下自行退化和在高速气流作用下被侵蚀;次层能有效地阻挡氧,应有低的氧扩散率,在全温度范围能阻止氧通过涂层与C-C接触,以避免发生反应;第三层能阻挡碳扩散,从而避免与外层和次层发生反应,保证耐腐蚀层和氧阻挡层功能的有效性;第四层为柔性层,提高涂层与C-C基材的结合强度,并降低热失配应力。这是极其复杂的涂层系统,涂层间以及涂层系统与复合材料间的物理化学相容性、匹配性必须首先得到解决,其次,涂层系统中各相材料的制备技术必须能够实现。目前,基于此概念下的涂层系统的性能及其相关制备技术尚未有公开的资料报道。
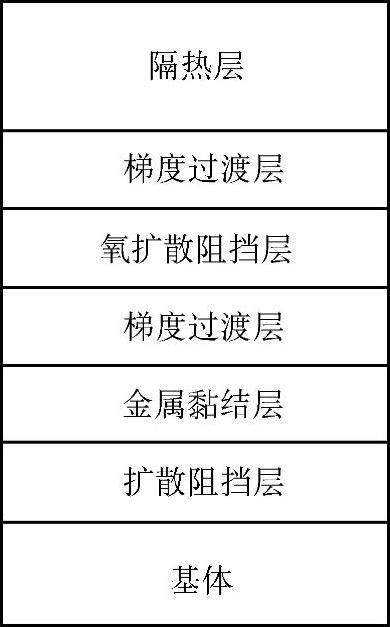
图4-4 多功能涂层多层结构
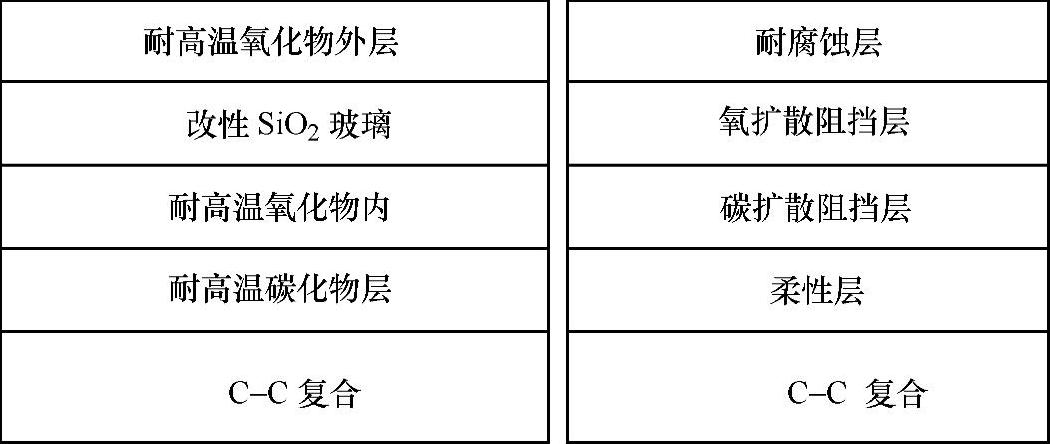
图4-5 两种高温长期抗氧化涂层多层结构
4.梯度结构
在热障涂层中,由于黏结层金属和氧化锆陶瓷的线胀系数差异较大,这种差异将导致涂层内应力过大,并且在热循环条件下常发生陶瓷涂层的早期破坏。为了减小内应力,提高涂层与基体的结合强度,材料科学家开始在常规热障涂层中引入功能梯度材料制备技术。
日本学者新野正之、平井敏雄和渡边龙三首先提出了FGM的概念,与此同时,中国学者袁润章等也提出了FGM的概念,并率先在国内开展了这方面的研究。FGM的设计思想是针对两种或两种以上不同性质的材料,通过连续改变其组成、组织、结构与孔隙等要素,使其内部界面消失,得到性能呈连续平稳变化的新型非均质复合材料。借助功能梯度材料的概念,使热障涂层结构梯度化,相应地,线胀系数将沿涂层厚度方向逐渐变化,从而缓和涂层制备过程中和热循环使用过程中产生的热应力。功能梯度材料的典型结构如图4-6所示。
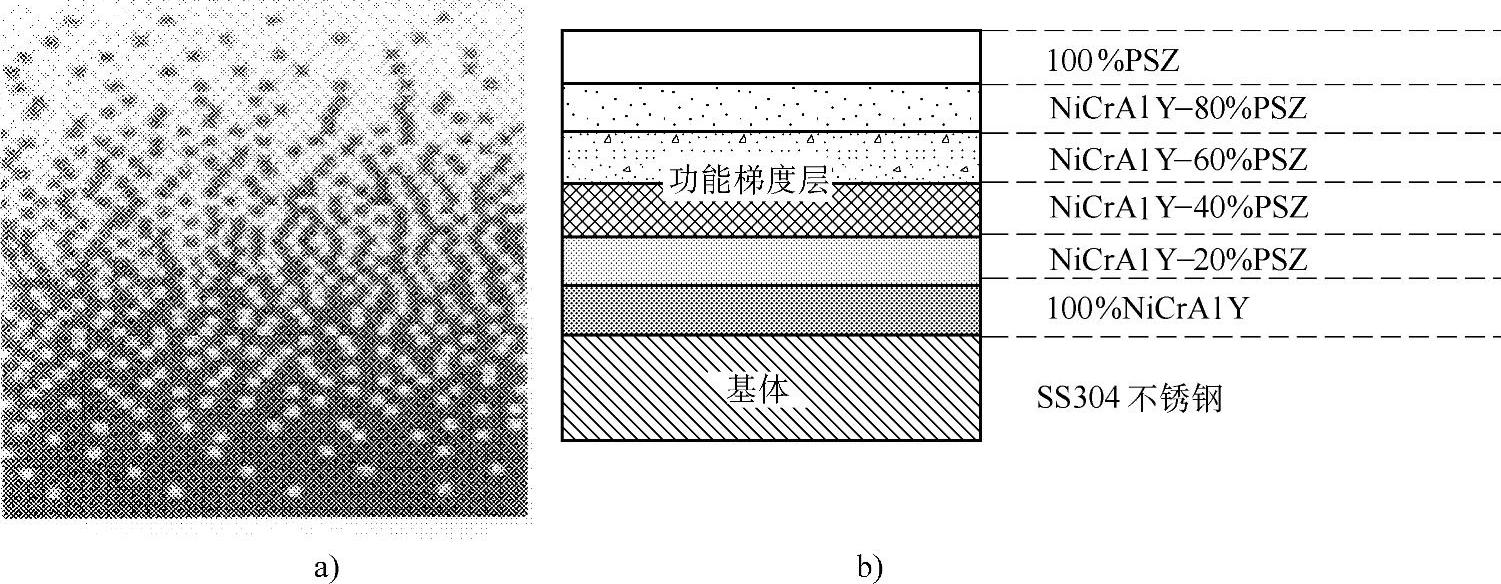
图4-6 功能梯度涂层材料的典型结构
a)梯度涂层理想结构 b)梯度涂层实际常用结构
注:各层材料中的百分数为体积分数。
梯度功能材料为金属-陶瓷涂层材料无法解决的热应力缓和问题提供了一种有效的方法,这为热障涂层的应用带来了令人兴奋的前景,因此倍受世界各国材料界的重视。德国与美国继日本之后也开始大规模的研制,我国也将此研究列入了“863”计划。短短十几年中,迅速发展取得了令人瞩目的成就。航天、航空、飞机、卫星、运载火箭等需要耐超高温的热屏障材料,以及核反应堆、发动机用耐热材料、热遮蔽材料,使用FGM热障涂层后可大幅度提高热效率。
国内已经对功能梯度热障涂层的抗热振性能进行了研究,王富耻等人对等离子喷涂方法制备的ZrO2-NiCrAl系梯度热障涂层在瞬态热负荷下的破坏机理进行了研究,其研究结果表明:陶瓷面层除了冷却过程中的径向拉力超过陶瓷材料的强度导致涂层破坏的模式以外,在加热的过程中陶瓷层间界面出现大的轴向拉伸应力,最终可以导致涂层剥落。朱景川等人对ZrO2-Ni系梯度热障涂层的热冲击与热疲劳行为进行了研究,其研究结果表明:ZrO2-Ni系梯度热障涂层的抗热冲击参数呈梯度分布,热冲击破坏符合热疲劳损伤机理,裂纹的准静态扩展为其控制因素;热疲劳裂纹在梯度层内以微孔聚集、连接方式萌生和扩展,而在梯度层间无横向贯穿裂纹,克服了传统涂层的热应力剥落问题。黄维刚对ZrO2-NiCoCrAlY系梯度热障涂层进行了研究,他认为去应力退火可以进一步提高涂层的抗热冲击性能。
有关现代热喷涂技术的文章

涂层结构与被喷涂材料的组织结构有明显的差异,这是由于工艺方法的不同而引起的。因此,涂层的典型结构是由变形扁平微细的涂层材料堆积而成的层状结构,且中间夹带着部分气孔和氧化物。在热喷涂工艺方法中,高能高速等离子喷涂、真空低压和可控气氛等离子喷涂、高速火焰喷涂、冷气动力喷涂等方法,可有效地减少和消除氧化物夹杂及气孔的产生,改善涂层结构和性能。一般说来,涂层自身结合强度高于涂层与基体的结合强度。......
2023-06-18

为了获得既满足使用性能要求,质量又稳定的涂层,必须对影响涂层性能的关键因素进行优化设计,了解其影响规律,找到影响涂层质量稳定性的关键因素,并加以严格控制。因此,涂层制备工艺优化设计是涂层开发的必经阶段。表4-4 传统试验法与统计试验法的比较下面以筛分设计为例对涂层制备工艺的优化进行介绍,关于其他设计方法可参阅相关的参考文献。......
2023-06-18

涂层厚度的检测包括局部厚度的检测和平均厚度的检测。热喷涂涂层无损检测方法主要有磁性法、涡流法、测量法等,破坏性检测法主要有金相显微镜法。根据被测工件涂层有效面积的大小,采用不同测量点数进行。对于不同用途的涂层,可根据用户要求报告平均厚度、最小厚度或最大厚度。......
2023-06-18

对于压气机末端高温区的可磨耗密封涂层,其性能要求如下:1)耐1000~1350℃高温氧化。采用复合陶瓷涂层材料,在基体表面上制备一层软质可磨耗密封涂层,达到提高整机效率、降低能耗、简化设计、延长使用寿命的目的。可磨耗密封涂层的特点是必须具有可磨耗性,同时必须满足耐高温、耐热振、高温化学稳定和高温强度高及与基体的结合强度足够等要求。可采用氧-乙炔火焰喷涂或等离子喷涂制备可磨耗密封涂层。......
2023-06-18
合理设计防腐蚀涂层是保证腐蚀工程整体质量的关键,防腐蚀涂层的设计就是根据工程所要求的涂层使用寿命及所处的环境条件,选择正确的涂料品种,设计出合理的涂层系统。涂装的道数目前在防腐蚀工程上采用的涂层,不论厚薄,大多为多层涂装,而很少采用单涂的。防腐蚀涂层使用寿命的设定涂层的使用寿命也称涂层的有效保护期限,一般是指使用到失去保护作用的期限。对一般的钢铁类黑色金属,环氧酯、聚氨......
2023-06-23

图4-237荡褶袖结构图4.荡褶袖CAD结构设计打开“合体一片袖”纸样文件,将其以文件名“荡褶袖”另存。选中工具,将袖山曲线在J点、K点、L点、M点切断,将后袖缝线AF1在G点切断,将前袖缝线CE1在H点切断。在对话框中输入旋转宽度值“6”,如图4-240所示,单击按钮,完成结构线复制旋转。选中工具,将原来的多边形AKIG及其内部结构线删除。单击工具,将荡褶袖纸样保存即可。......
2023-06-22

LBL组装涂层涤纶织物的ATR-FTIR光谱如图6-5所示。LBL组装涂层涤纶织物的红外光谱中在1532cm-1处的特征吸收峰为壳聚糖中—NH2质子化—NH3+的伸缩振动峰,且吸收峰的强度随CH和APP构成的膨胀阻燃涂层层数的增加而增加。从图6-6可以看出,未涂层的涤纶织物表面平整光滑,而经LBL组装涂层涤纶织物表面形貌发生了明显变化。因此,结合FTIR光谱和SEM结果,表明通过LBL组装方法成功地在涤纶织物上构建了CH/APP阻燃涂层。......
2023-06-26

计算结果表明,采用0.25mm厚的氧化锆热障涂层,就可以使基体金属温度降低170℃左右。图4-15 热障涂层隔热原理图4-16 TBC及超合金发展对承温能力贡献的比较TBC的应用已经取得了非常显著的效果,不仅降低了制造成本和比油耗,减少了对冷却空气量的要求,还提高了叶片工作的持久性。热障涂层的发展过程,就是对这两方面的问题进行不断改进和提高的过程。......
2023-06-18
相关推荐