等离子弧焊的一般操作程序和操作技术是焊前提前送气送水、高频引弧、切断高频、转移弧形成;焊接时调整好各工艺参数、弧柱中心始终对中接缝中心、等离子气递增、行走(送丝)停焊时完成电流衰减、停丝、熄弧、延迟停气等动作。利用穿孔法等离子弧焊焊接厚板时,引弧及收弧处易产生气孔、下凹等缺陷,平直焊缝可增加引弧板及引出板。......
2023-06-23
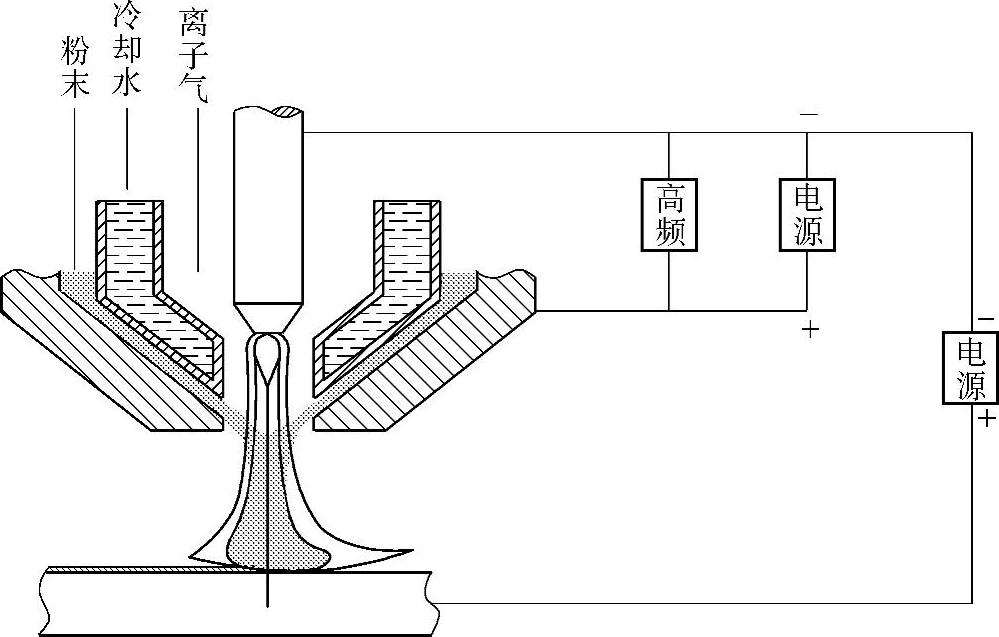
图2-61 等离子喷焊原理
等离子喷焊是采用转移型等离子弧为主要热源,在金属表面喷焊合金粉末的方法。等离子喷焊原理如图2-61所示。一般采用两台整流电源,将负极并联在一起,通过电缆接至喷枪的电极,其中一台电源的正极接喷枪的喷嘴,用于产生非转移弧;另一台电源的正极接工件,用于产生转移弧。喷枪的喷嘴和电极通水冷却,采用氩气作等离子气,首先用高频火花点燃非转移弧,然后利用非转移弧在电极和工件之间造成的导电通道引燃转移弧。在建立转移弧的同时,由送粉器向喷枪输送粉末,粉末通过电弧后喷射到工件上。所以,转移弧一建立,就在工件上形成了熔池,使合金粉末在工件上熔化,随着喷枪和工件的相对移动,液态合金逐渐凝固,便形成了合金喷焊层。
等离子喷焊包括喷涂和重熔两个过程,但这两个过程是同时进行的。在喷涂过程中,粉末通过弧柱的加热,一般以半熔化状态沉积到工件上。重熔过程是粉末在工件上的熔化过程。落入熔池的粉末立即进入转移弧的阳极区,受到高温加热而迅速熔化,并将热量传递给基材。等离子喷焊熔深较浅,使得基材对合金的冲淡率低,同氧-乙炔火焰喷焊相比较,电弧对熔池的搅拌作用较强,熔池的冶金过程进行得比较充分,喷焊层气孔和夹杂少。
有关现代热喷涂技术的文章

等离子弧焊的一般操作程序和操作技术是焊前提前送气送水、高频引弧、切断高频、转移弧形成;焊接时调整好各工艺参数、弧柱中心始终对中接缝中心、等离子气递增、行走(送丝)停焊时完成电流衰减、停丝、熄弧、延迟停气等动作。利用穿孔法等离子弧焊焊接厚板时,引弧及收弧处易产生气孔、下凹等缺陷,平直焊缝可增加引弧板及引出板。......
2023-06-23

它综合了变极性TIG焊和等离子弧焊的优点,具有能量集中、电弧挺度大、一次穿透深度大、焊后变形小等特点,被称为“零缺陷”焊接方法,具有广泛的应用前景。20世纪六七十年代,美国就开始进行变极性等离子弧焊接设备的研制工作,已成功应用于航天飞机外储箱等产品的焊接生产上。其中,变极性等离子弧焊电源是VPPAW焊接技术中的关键环节,必须具备正负半波的通电时间和电流幅值、频率等均可独立调节的能力。......
2023-06-26
通常将焊接电流在30A以下的熔入型等离子弧焊称为微束等离子弧焊。微束等离子弧是等离子弧的一种。微束等离子弧焊电源使用时是采用正极性接法,一般采用氩气作为工作气体。微束等离子弧焊的焊接参数主要是焊接电流、焊接速度、工作气体流量、保护气体流量、电弧长度、喷嘴直径、喷嘴通道比和钨极的内缩量等,它们对焊缝的形状和焊接质量都有影响。......
2023-06-26

图1-7-14 穿孔型等离子弧焊利用等离子弧能量密度和等离子流力大的特点,可在适当参数条件下实现熔化穿孔型焊接,称为穿孔型等离子弧焊,也叫做小孔型或者穿透型等离子弧焊接,它的原理如图1-7-14所示。一般大电流等离子弧焊大都采用这种方法。由于等离子弧的能量密度难以进一步提高,因此穿孔型等离子弧焊只能在有限板厚内进行。穿孔等离子弧焊的焊接参数主要有喷嘴结构和孔径、离子气流量、焊接电流、焊接速度、喷嘴高度以及保护气流量等。......
2023-06-26
钛及钛合金等离子弧焊时,为了避免产生钛的氢化物,可使用纯氩或Ar+He混合气体,但不能混入氢气。钛及钛合金等离子弧焊的焊接参数见表5-21。目前小孔等离子弧焊的主要缺点是焊枪笨重,只能局限于自动化焊接。钛合金等离子弧焊时容易产生咬边,可以采用加填充焊丝或加焊一道装饰焊缝的方法消除。......
2023-06-23

按使用电流的大小,等离子弧焊可分为大电流等离子弧焊和微束等离子弧焊。随着脉冲技术在等离子弧焊上的应用,等离子弧焊得到了迅速的发展。目前,等离子弧焊主要应用于化工、原子能、电子、精密仪器仪表、火箭、航空和空间技术中。此外,利用等离子弧可以切割绝大多数的金属和非金属材料,在堆焊和喷涂方面,等离子弧也得到了很大的发展。......
2023-06-24
等离子弧焊与钨极氩弧焊方法的最大区别在于它使用电弧能量高度集中的等离子弧。图1-7-4 等离子弧焊原理图按照所用焊接电流的大小和喷嘴孔径大小,等离子弧焊工艺可以分为以下三种不同的焊接模式。微束等离子弧焊焊接电流在0.1~15A,其特点是电弧易于控制,电弧在小电流下像一个针尖一样,非常稳定,所以又称为针弧,适于焊接精密的薄件制品。熔入法等离子弧焊 焊接电流为15~100A,用于对焊接质量有高要求的常规部件的焊接。......
2023-06-26

等离子弧焊通常采用高频引弧方式。一般情况下,等离子弧焊接只用转移型弧作为焊接热源。30A以下的小电流微束等离子弧焊接采用混合型弧,用高频或接触短路回抽引弧。目前IGBT式弧焊变压器成为等离子弧焊电源的主流发展方向。自动化的等离子弧焊机控制系统通常由小车行走、填充焊丝送进驱动电路及程序控制电路组成。......
2023-06-26
相关推荐