20世纪90年代初,美国的TAFA公司将“超声速原理”引入等离子喷枪的设计制造中,研制成功高能高速等离子喷涂系统PlazJet。图2-37 PlazJet等离子喷枪结构2.设备组成PlazJet高能高速等离子喷涂系统的设备组成与普通等离子类似,也是由喷枪、整流电源、控制系统、热交换系统、送粉器、水电转接箱六部分构成。......
2023-06-18
1.原理
低压等离子喷涂技术LPPS(Lower Pressure Plasma Spray)是20世纪70年代末开始在工业推广应用的一项技术,它是将等离子喷涂工艺在低压保护性气氛中进行操作,从而获得成分不受污染、结合强度高、结构致密涂层的一种工艺方法,其原理如图2-44所示。低压等离子喷涂的动态工作压力范围在5000~8000Pa,喷涂组织与大气等离子喷涂基本相同,仍然呈层状结构。
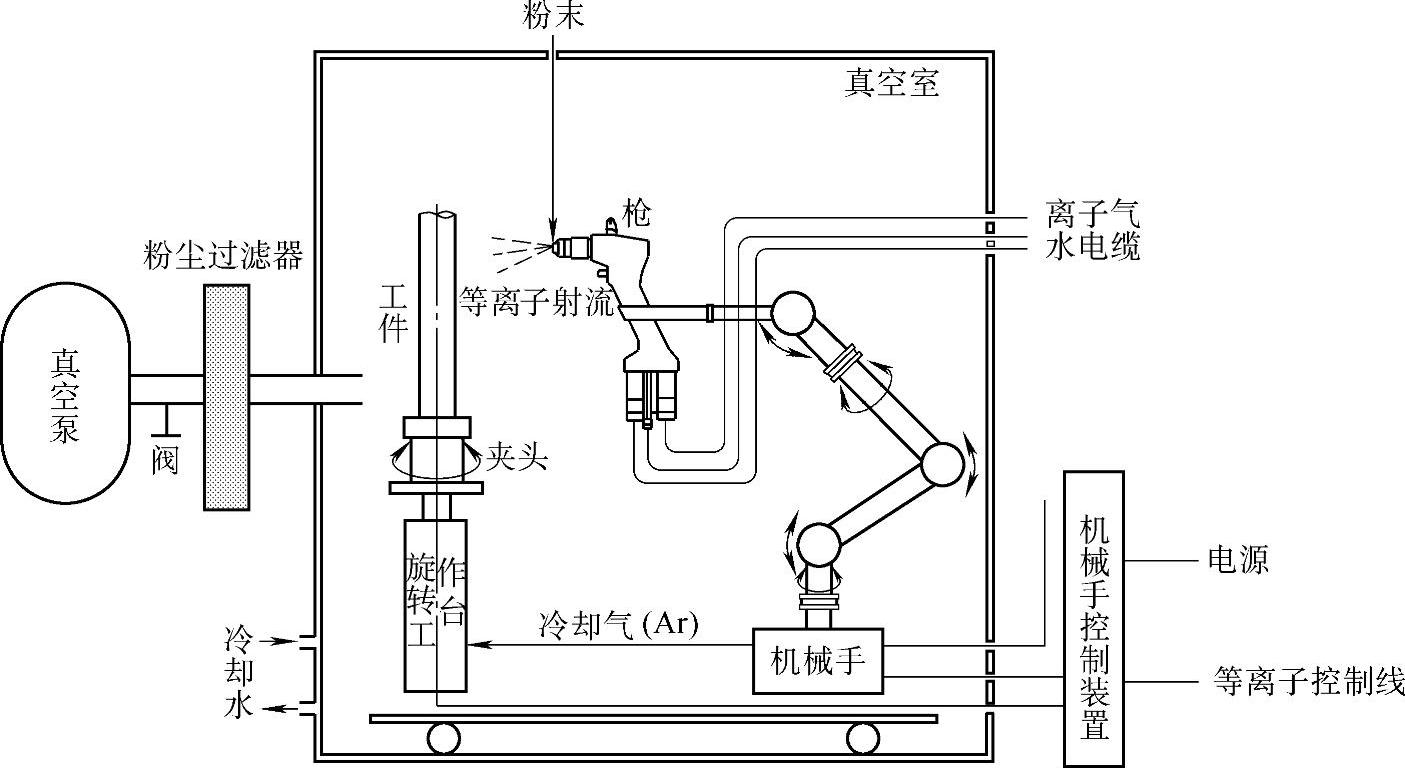
图2-44 低压等离子喷涂工作原理
2.低压等离子喷涂设备组成
ZB-3000型低压等离子喷涂设备的主机为ZB-80等离子喷涂系统,配备真空室、过滤器、真空机组、控制柜、真空喷涂枪及机械手等组成一套完整的低压等离子喷涂系统。
1)真空室。采用不锈钢焊接而成,双层水冷结构,内部尺寸为ϕ2000mm×2600mm,外形尺寸为ϕ2200mm×3200mm,真空室极限真空度为1Pa,工作真空度为1000Pa。
2)过滤器。材质为不锈钢,油浴水冷结构,既可以降低喷涂室中抽出的气体的温度,又可以有效去除气体中的粉尘,保护真空机组,提高其使用寿命。
3)真空机组。真空机组前级泵采用2H70滑阀泵,主泵为ZJ300罗茨泵,维持泵为H-40滑阀泵。
4)控制柜。控制柜用于控制真空机组和阀门的开闭及对工件进行预热、清洗等控制。
5)真空等离子喷涂枪及工件操作系统。采用ZB-Q型真空等离子喷涂枪、ZB-Z型真空转台和MOTORMAN机械手。机械手持重7kg,重复定位精度为±0.1mm;真空转台为可倾斜式,承重250kg。
3.低压等离子喷涂工艺特点
低压环境下的喷涂与大气等离子喷涂相比具有以下显著特点:
1)等离子焰流的速度和温度都比大气等离子喷涂明显提高,压力越低,焰流速度和温度就越高。
2)粉末在等离子焰流高温区域滞留的时间增加,受热更均匀,飞行速度更高。
3)可大幅度提高基体表面预热温度;还可以用反极性转移弧对基体表面进行溅射清洗,清除氧化物和污垢;涂层和基体的结合状况得到改善。
4)粉末和基体表面完全避免了氧化,能制备各种活性金属材料涂层。
5)由于以上原因,使得涂层结合强度大幅度提高,气孔率大幅度降低、涂层残余应力减小,涂层质量明显改善。
6)低压等离子喷涂设备复杂,价格昂贵,推广应用难度很大。
有关现代热喷涂技术的文章

20世纪90年代初,美国的TAFA公司将“超声速原理”引入等离子喷枪的设计制造中,研制成功高能高速等离子喷涂系统PlazJet。图2-37 PlazJet等离子喷枪结构2.设备组成PlazJet高能高速等离子喷涂系统的设备组成与普通等离子类似,也是由喷枪、整流电源、控制系统、热交换系统、送粉器、水电转接箱六部分构成。......
2023-06-18

电弧将气体加热并使之电离,产生等离子弧,气体热膨胀由喷嘴喷出高速等离子射流。图2-27 大气等离子喷涂原理2.设备构成我国目前使用的等离子喷涂设备分为进口设备和国产设备两类。工艺技术特点等离子喷涂相较其他喷涂方......
2023-06-18

典型的超低压等离子喷涂设备主要由真空系统、等离子喷枪系统、送粉系统、控制系统、沉积室、抽风除尘系统等组成。超低压等离子喷涂技术工艺参数调节范围大,可在不同真空度下制备涂层。采用超低压等离子喷涂MCrAlY涂层,涂层组织致密、基本不含氧化物、涂层接强度大于75MPa。表2-10 超低压等离子喷涂技术分类......
2023-06-18

溶液等离子喷涂的技术原理和工艺过程如图2-47所示。解决这一问题的方法是再进行高温烧结、球化处理,这不可避免地使纳米粒子长大,经等离子喷涂后得到的涂层仅有部分纳米相存在。5)涂层制备成本较传统粉末等离子喷涂低,生产率高。溶液(料浆)等离子喷涂技术仍处在研究期间,为使涂层进入使用阶段需要进行后烧结处理,达到提高涂层自身强度和涂层基体结合强度的目的。......
2023-06-18

图2-50 冷气动力喷涂设备组成2.临界速度临界速度是指喷涂粒子碰撞基体材料时能正常形成涂层的速度。气体携带粉末材料经喷枪喷嘴加速后能否形成所期望的涂层,粉末材料的飞行速度十分关键,是冷气动力喷涂最重要的工艺参数。5)氧化物含量低,冷气动力喷涂涂层的氧化物含量仅为0.2%,粉末火焰喷涂和HVOF喷涂涂层的氧化物含量分别为1.1%和0.5%。......
2023-06-18

图2-14 JP-5000型高速火焰喷枪结构2.设备构成高速火焰喷涂设备一般由喷枪、送粉器、控制系统、喷枪冷却系统、气体供应系统五部分构成。用于高速火焰喷涂的粉末粒度一般为10~45μm,属于细粒度粉末。高速火焰喷涂时,首先应按照设备的规定要求确定氧气和燃气的流量,以保证喷枪焰流达到设计的功率水平。......
2023-06-18


相关推荐