低压等离子喷涂的动态工作压力范围在5000~8000Pa,喷涂组织与大气等离子喷涂基本相同,仍然呈层状结构。5)真空等离子喷涂枪及工件操作系统。采用ZB-Q型真空等离子喷涂枪、ZB-Z型真空转台和MOTORMAN机械手。6)低压等离子喷涂设备复杂,价格昂贵,推广应用难度很大。......
2023-06-18
20世纪90年代初,美国的TAFA公司将“超声速原理”引入等离子喷枪的设计制造中,研制成功高能高速等离子喷涂系统PlazJet。与常规大气等离子喷涂相比,PlazJet的电流输出并无太大变化,而是成倍地提高了输出电压,输出功率提高了3~4倍。PlazJet等离子焰流速度高达2000m/s,粒子速度提高了2~3倍。其送粉速率最高可达15kg/h,喷涂效率为普通等离子喷涂效率的3~6倍,同时喷涂沉积效率也大大提高,涂层质量明显改善,氧化物陶瓷涂层性能接近烧结状态。
1.原理
如图2-37所示,大流量的等离子气体在电极头周围沿径向送入,在细长管形喷嘴通道内产生旋流。喷嘴和电极间加以很高的空载电压(DC600V),通过高频引弧装置引燃电弧,电弧在强烈的旋涡气流的作用下,向中心压缩,被引出喷嘴外部,电弧的阳极区落在喷嘴出口面上。在此种条件下,弧柱被拉长到130mm以上,弧电压高达400V,在弧电流为500A的情况下,电弧功率高达200kW。如此长的弧柱和功率,能够对等离子气体充分加热,当极高温度的等离子气体离开喷嘴后就可产生超声速等离子射流。
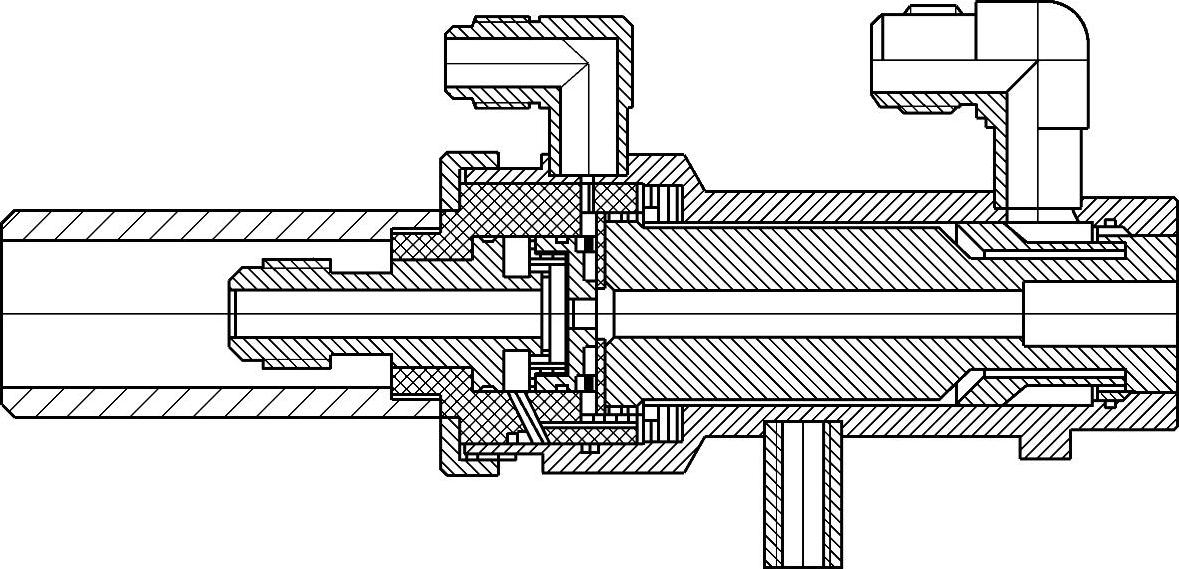
图2-37 PlazJet等离子喷枪结构
2.设备组成
PlazJet高能高速等离子喷涂系统的设备组成与普通等离子类似,也是由喷枪、整流电源、控制系统、热交换系统、送粉器、水电转接箱六部分构成。与普通等离子喷涂系统相比较特点如下:
1)喷枪结构有较大变化,喷嘴阳极呈细长管形。
2)由于喷枪正常使用功率为200kW,要求热交换系统制冷量为70kW。
3)流量计耐压可达1.2MPa,流量范围为30~400L/min。
4)空载电压为DC600V。
3.涂层和工艺特点
PlazJet高能高速等离子喷涂系统与普通大气等离子喷涂相比,有以下特点:
1)等离子射流集中、焰流长。喷嘴孔道压缩比高,弧柱所受机械压缩强度大,使得等离子射流集中,能量密度高,喷嘴外射流长度是普通等离子的3~4倍。
2)喷涂粉末加热时间长,熔粒速度高,喷涂速率高。由于喷嘴外等离子射流的长度可达130mm以上,粉末在焰流中停留的时间相对较长,熔粒的飞行速度是普通等离子的2~3倍,可大幅度提高送粉量,使喷涂速率提高4~8倍。
3)等离子射流功率大,温度高,适合喷涂高熔点的金属氧化物涂层。正常使用功率为200kW,焰流温度达7000℃,焰流长度达130mm,可使高熔点粉末粒子在获得高速度的同时得到充分的加热而呈熔化或半熔化状态。
4)涂层结合强度高,孔隙率低,硬度高。
4.主要工艺参数
有研究结果表明,喷嘴孔径和喷涂距离是影响涂层性能的两个重要工艺参数。
(1)喷嘴孔径的影响 PlazJet高能高速等离子喷涂系统配有三种型号的喷嘴,其详细参数见表2-9,可根据不同的涂层材料可选择不同型号的喷嘴。喷涂Cr2O3时,等离子焰流比普通等离子枪的长4~6倍。
(2)喷涂距离的影响 PlazJet喷涂系统粒子速度的测试结果表明,粉末粒子在距离喷嘴出口160~180mm左右时,速度达到最高。而PlazJet的射流长度一般为130~150mm,为避免等离子焰流对喷涂工件的传热,正常的喷涂距离应大于180mm。
表2-9 PlazJet喷涂系统喷嘴详细参数

有关现代热喷涂技术的文章

低压等离子喷涂的动态工作压力范围在5000~8000Pa,喷涂组织与大气等离子喷涂基本相同,仍然呈层状结构。5)真空等离子喷涂枪及工件操作系统。采用ZB-Q型真空等离子喷涂枪、ZB-Z型真空转台和MOTORMAN机械手。6)低压等离子喷涂设备复杂,价格昂贵,推广应用难度很大。......
2023-06-18

电弧将气体加热并使之电离,产生等离子弧,气体热膨胀由喷嘴喷出高速等离子射流。图2-27 大气等离子喷涂原理2.设备构成我国目前使用的等离子喷涂设备分为进口设备和国产设备两类。工艺技术特点等离子喷涂相较其他喷涂方......
2023-06-18

图2-14 JP-5000型高速火焰喷枪结构2.设备构成高速火焰喷涂设备一般由喷枪、送粉器、控制系统、喷枪冷却系统、气体供应系统五部分构成。用于高速火焰喷涂的粉末粒度一般为10~45μm,属于细粒度粉末。高速火焰喷涂时,首先应按照设备的规定要求确定氧气和燃气的流量,以保证喷枪焰流达到设计的功率水平。......
2023-06-18

溶液等离子喷涂的技术原理和工艺过程如图2-47所示。解决这一问题的方法是再进行高温烧结、球化处理,这不可避免地使纳米粒子长大,经等离子喷涂后得到的涂层仅有部分纳米相存在。5)涂层制备成本较传统粉末等离子喷涂低,生产率高。溶液(料浆)等离子喷涂技术仍处在研究期间,为使涂层进入使用阶段需要进行后烧结处理,达到提高涂层自身强度和涂层基体结合强度的目的。......
2023-06-18

选取枝江北到宜昌从这一区间展示高速列车智能驾驶模型的仿真结果,并将仿真结果与人工驾驶进行对比。图6-11速度时间对比图从时间速度曲线和控制器输出曲线可以看出,A-CART算法和B-CART算法都可以较好地对人工驾驶数据进行学习。表6-3人工驾驶、A-CART算法、B-CART算法仿真各项性能指标对比通过性能指标对照表,我们可以定量地看出不同驾驶方式的优缺点。综上所述,建立的高速列车智能驾驶模型可以使列车舒适、准时、精确、低能耗的平稳运行。......
2023-06-28

图2-50 冷气动力喷涂设备组成2.临界速度临界速度是指喷涂粒子碰撞基体材料时能正常形成涂层的速度。气体携带粉末材料经喷枪喷嘴加速后能否形成所期望的涂层,粉末材料的飞行速度十分关键,是冷气动力喷涂最重要的工艺参数。5)氧化物含量低,冷气动力喷涂涂层的氧化物含量仅为0.2%,粉末火焰喷涂和HVOF喷涂涂层的氧化物含量分别为1.1%和0.5%。......
2023-06-18


相关推荐