表5-4列出了L920P15型真空电弧炉熔炼不同直径的镍基高温合金铸锭所采用的工艺参数。表5-4 镍基高温合金的真空电弧炉熔炼工艺参数对于小尺寸GH4413合金锭,不能按表5-4提供的参数来重熔。采用L700P7型真空电弧炉熔炼,电子秤实时显示自耗电极的质量,在熔炼过程中可准确控制熔化速率。......
2023-06-22
电弧喷涂的主要工艺参数有:喷涂电压、喷涂电流、雾化空气压力和流量、喷涂距离。
1.喷涂电压
喷涂电压是指两金属丝尖端之间的电弧电压,它反映了丝材尖端间隙的大小,有效地控制电弧电压可以保持雾化区几何形状的稳定。每种材料都对应有自己的维持电弧稳定燃烧的最低电弧电压值。
喷涂电压越低,熔化了的粒子尺寸就越小。但是,如果电弧电压低于材料的临界最低电弧电压,电弧就不能稳定地燃烧。
当喷涂电压高于临界电弧电压时,随着电压的升高,丝材尖端的间距、喷涂射流角度和喷涂粒子的颗粒尺寸范围都随之增大,同时被喷涂材料的元素烧损程度也增大,尤其是那些容易与氧化合的元素,其烧损更为严重。随着喷涂电压的提高,沉积效率逐步降低。由此可见,电弧电压对喷涂质量影响很大,在保证电弧稳定燃烧的前提下,应选择尽可能低的喷涂电压值。表2-7列出了常用材料的喷涂工作电压。
表2-7 常用材料的喷涂工作电压

2.工作电流
用于电弧喷涂的电源应具有平特性或略带上升的外特性,喷涂过程中,电弧电压保持不变,工作电流随送丝速度的增大而增大。
一般来讲,喷涂时增大工作电流,一方面可以提高生产率,另一方面也可提高涂层质量。但工作电流的增大也会带来副作用,就是材料烧损程度增大,沉积率下降。
3.雾化空气压力和流量
雾化空气压力和流量在很大程度上决定了喷涂粒子的雾化程度和飞行速度,即雾化空气压力和流量越大,粒子雾化越充分,所得到的涂层也越致密。但过分追求更细的雾化,将导致不良后果:喷涂粒子氧化程度增大。随着雾化空气压力和流量的增大,一方面气流中氧含量增多,另一方面喷涂粒子的相对表面积急剧增加,两者综合作用导致涂层氧化加剧。
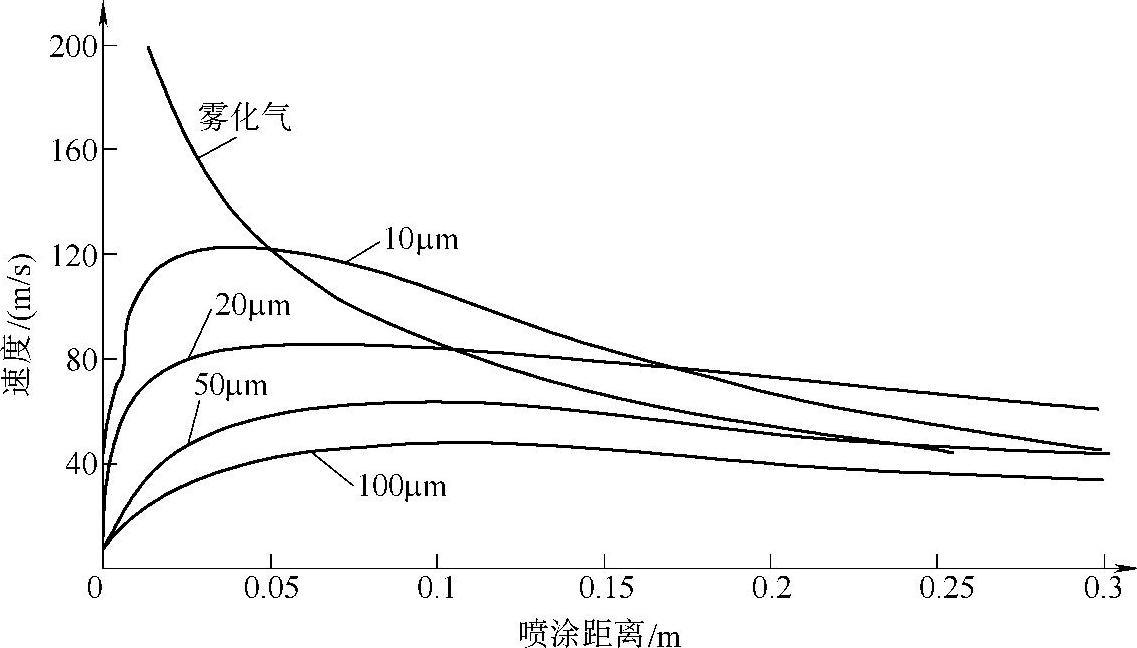
图2-26 喷涂粒子速度与喷涂距离的关系
4.喷涂距离
如图2-26所示,电弧喷枪喷嘴出口处,雾化气体的流速最大,而熔滴的速度最低,随着喷涂距离的增加,喷涂粒子被逐渐加速,雾化气流速度逐渐降低。一般喷涂粒子在60~200mm的喷涂距离内有较高的飞行速度和温度,容易得到高质量的涂层。
有关现代热喷涂技术的文章

表5-4列出了L920P15型真空电弧炉熔炼不同直径的镍基高温合金铸锭所采用的工艺参数。表5-4 镍基高温合金的真空电弧炉熔炼工艺参数对于小尺寸GH4413合金锭,不能按表5-4提供的参数来重熔。采用L700P7型真空电弧炉熔炼,电子秤实时显示自耗电极的质量,在熔炼过程中可准确控制熔化速率。......
2023-06-22

尽量选择已有的模具进行变形工艺的编制。热测尺寸的控制还与成品的内径与壁厚有关。应根据不同的规格,确定不同的热测尺寸。冷拔管的材质对钢管最终冷却尺寸也有影响。......
2023-06-23

从工程的角度可以把所采集数据分为压力、温度、能耗三类,并将它们称为过程参数,意为这些参数不是设定的。深入分析已有的大量数据,对揭示该过程的规律将起到关键的作用。有了较为全面翔实的数据,可以进行综合分析,可以对过程作出更加细化的解释,获得更为深入的了解。......
2023-07-02

电弧喷涂设备主要由喷枪、喷涂电源、控制箱、送丝机构等构成,如图2-22所示。图2-24所示为电弧喷涂电源电路原理。图2-24 电弧喷涂电源电路原理2.送丝机构电弧喷涂时两根金属丝需要以均匀、连续的速度送至喷涂枪,金属丝的送进依靠送丝机构来完成。......
2023-06-18

由图18-1可知,珩磨速度是磨石圆周速度与轴向往复速度的合成,即式中v——珩磨速度;vr——磨石圆周速度;vf——磨石轴向往复速度。粗珩时取较大珩磨压力;精珩则相反。表18-6 珩磨压力3.珩程及越程量的调整由图18-5可知,珩磨头的珩程可按下式计算L=Lw+2a-Lt式中 L——珩程;Lw——工件孔的长度;a——越程量;Lt——磨石长度。......
2023-06-28

低压等离子喷涂的动态工作压力范围在5000~8000Pa,喷涂组织与大气等离子喷涂基本相同,仍然呈层状结构。5)真空等离子喷涂枪及工件操作系统。采用ZB-Q型真空等离子喷涂枪、ZB-Z型真空转台和MOTORMAN机械手。6)低压等离子喷涂设备复杂,价格昂贵,推广应用难度很大。......
2023-06-18

相关推荐