电弧喷涂的主要工艺参数有:喷涂电压、喷涂电流、雾化空气压力和流量、喷涂距离。由此可见,电弧电压对喷涂质量影响很大,在保证电弧稳定燃烧的前提下,应选择尽可能低的喷涂电压值。表2-7 常用材料的喷涂工作电压2.工作电流用于电弧喷涂的电源应具有平特性或略带上升的外特性,喷涂过程中,电弧电压保持不变,工作电流随送丝速度的增大而增大。......
2023-06-18
电弧喷涂设备主要由喷枪、喷涂电源、控制箱、送丝机构等构成,如图2-22所示。目前大多数设备都将控制箱与喷涂电源合并在一起。
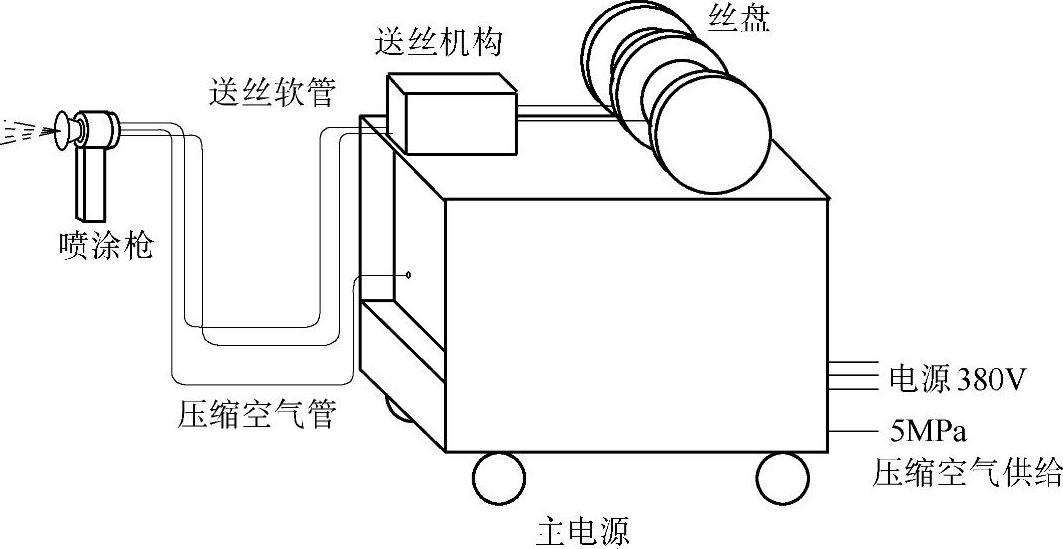
图2-22 电弧喷涂设备的构成
1.喷涂电源
(1)电源特性要求 目前电弧喷涂大多采用外特性和动特性适于电弧喷涂特点的专用电源:电源外特性是平特性或略带上升的特性;而动特性有足够大的电流上升速率,如图2-23所示。平直或略带上升的外特性比陡降外特性有大得多的电流自调节性能。当弧长变小时,电流能迅速增大加速金属丝的熔化而恢复弧长;当弧长变大时,电流又能迅速减小,减小金属丝的熔化速度同样可恢复弧长。
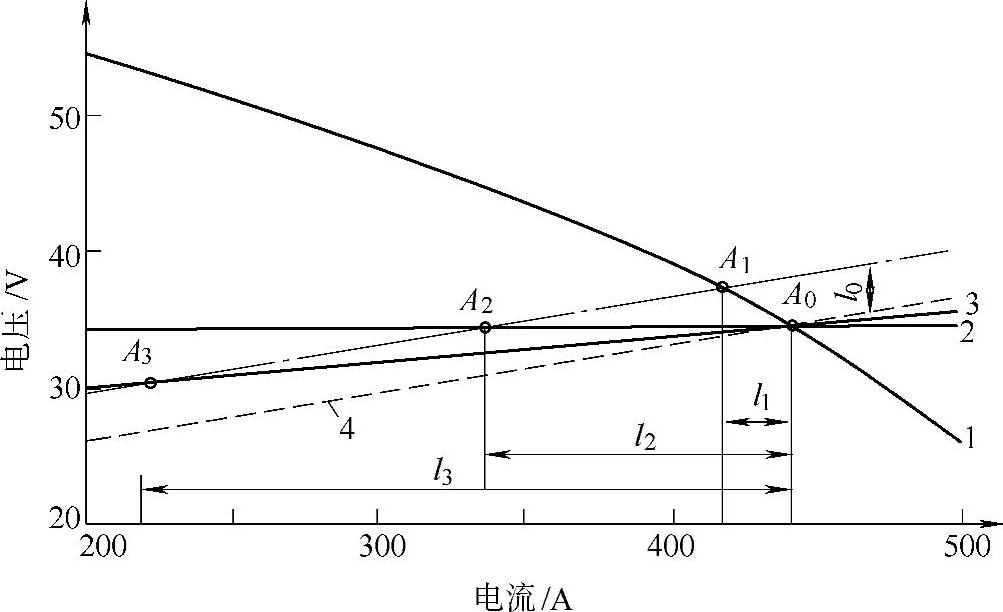
图2-23 不同外特性电源电流自调节特性原理
A—电流工作点 l—弧长变化
1~3—几种不同的外特性 4—电弧起始点的静特性
由于不同金属材料要求的最低喷涂电压不同,要求喷涂电源的输出能在一定范围内调节。一般,喷涂电源的空载电压调节范围是24~38V。
(2)电源构成 喷涂电源主要由电源变压器、整流器、接触器以及电流、电压的调节和显示仪表等构成。图2-24所示为电弧喷涂电源电路原理。喷涂电源的输出电压调节一般是通过改变变压器一次侧绕组的匝数来实现。
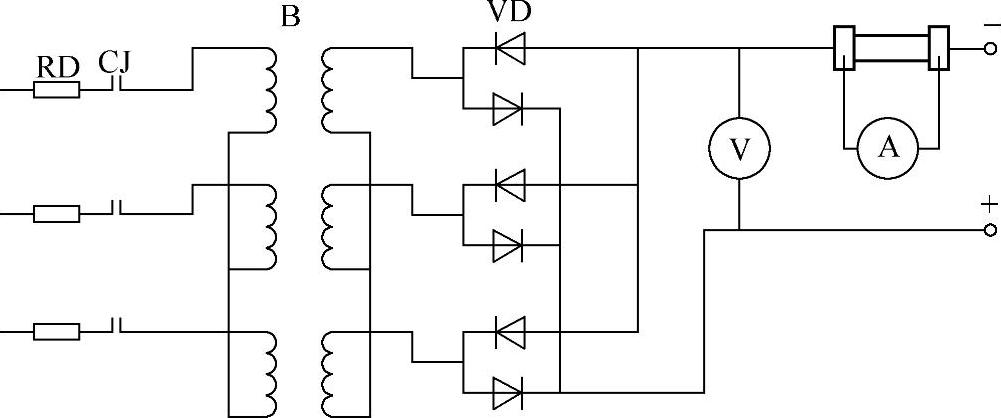
图2-24 电弧喷涂电源电路原理
2.送丝机构
电弧喷涂时两根金属丝需要以均匀、连续的速度送至喷涂枪,金属丝的送进依靠送丝机构来完成。送丝机构由送丝电动机、减速器、送丝轮等组成。
送丝电动机通常选用直流伺服电动机。直流伺服电动机反应迅速,可随时开、停操作。减速器多为蜗杆结构,其结构紧凑、速比大,蜗杆箱应保持良好润滑,否则蜗杆容易磨损。
3.电弧喷枪
喷枪是电弧喷涂设备的重要组成部分,其结构如图2-25所示,其中由导电嘴、绝缘体、雾化喷嘴和弧光罩等组成的雾化枪头是喷枪的关键部分,早期喷枪的雾化头由导电嘴、绝缘体、雾化喷嘴构成,称为敞开式喷嘴,其雾化效果不好,颗粒比较粗大。目前使用的喷枪基本都采用图2-25b所示的结构,通过加装空气帽,将电弧区封闭,对电弧适当压缩,称为封闭式喷嘴,这种喷嘴增加了弧区的压力,加强了对熔化金属的雾化效果。
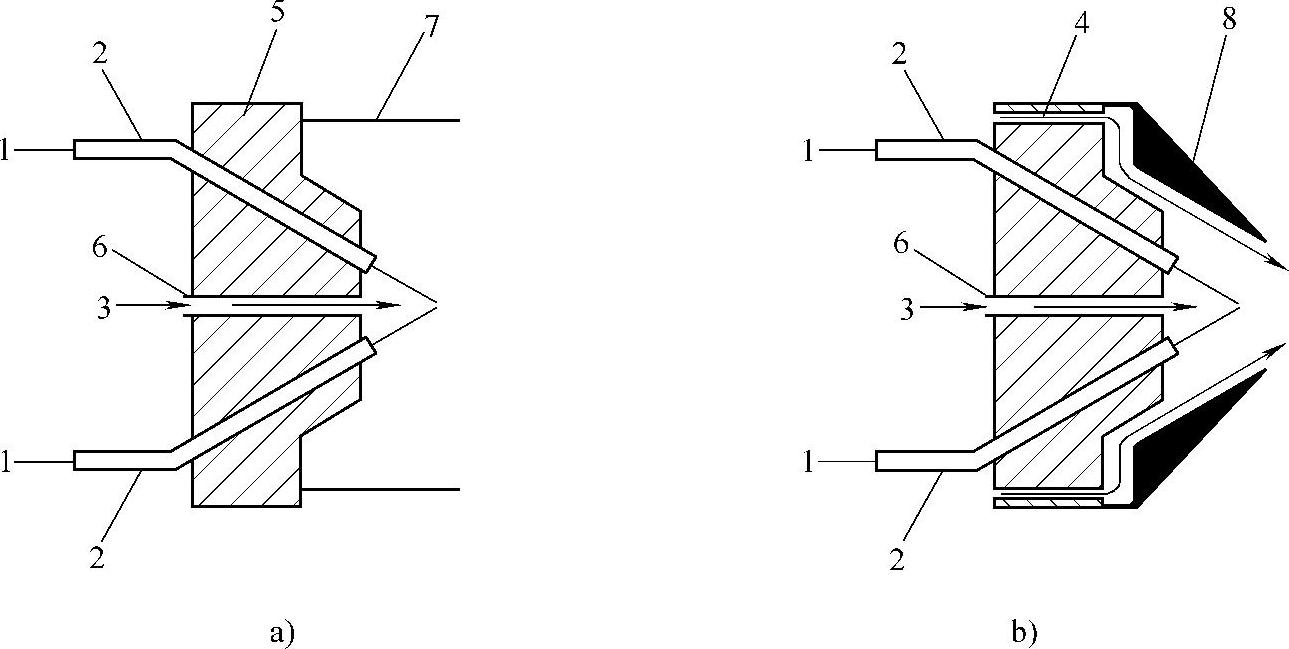
图2-25 电弧喷枪结构
a)敞开式喷嘴 b)封闭式喷嘴
1—金属丝 2—导电嘴 3—压缩空气 4—二次雾化气 5—绝缘块 6—雾化喷嘴 7—弧光罩 8—空气帽
有关现代热喷涂技术的文章

电弧喷涂的主要工艺参数有:喷涂电压、喷涂电流、雾化空气压力和流量、喷涂距离。由此可见,电弧电压对喷涂质量影响很大,在保证电弧稳定燃烧的前提下,应选择尽可能低的喷涂电压值。表2-7 常用材料的喷涂工作电压2.工作电流用于电弧喷涂的电源应具有平特性或略带上升的外特性,喷涂过程中,电弧电压保持不变,工作电流随送丝速度的增大而增大。......
2023-06-18

表面净化是实施热喷涂前对基体表面进行处理的第一步工序,主要用于除去所有喷涂表面的污垢,包括氧化皮、油渍、油脂和油漆等。工件表面的残余物要用机械方法清除干净。将有机溶剂喷淋到零件表面上,使油脂被溶解下来,反复喷淋直到所有油污都除净为止。氢氧化钠对钢铁表面有钝化作用,可以防止钢铁零件在阳极除油时遭受腐蚀。电解除油时,乳化剂的作用已降至次要地位。通常不使用OP-10、烷基硫酸钠、洗净剂6501及6502、肥皂等表面活性剂。......
2023-06-18

等离子弧喷涂工艺对电源的要求与等离子弧焊接相类似。等离子弧喷涂电源的逆变化是其主流发展方向。等离子弧喷涂枪集所有喷涂资源于一体,是等离子弧喷涂设备的核心装置。目前,国内外普遍使用的还是中等功率,送粉方式为枪外送粉,控制方式较单一的等离子弧喷涂设备。表1-7-5为国外部分比较典型的等离子弧喷涂枪。送粉器是为等离子弧喷涂枪提供粉末的输送装置,主要的性能指标有装粉容量、送粉速率、送粉精度、可送粉末的粒度等。......
2023-06-26
20世纪80年代初,JamesA.Browning在发明HVOF喷枪的同时,也发明了用空气取代氧气的高速火焰喷涂HVAF喷枪。图2-18 HVAF喷涂原理图2.设备组成HVAF喷涂系统由喷枪、控制台、送粉器、丙烷供气系统、空压气系统、各种管线六部分组成,如图2-19所示。图2-19 HVAF喷涂系统构成下面以Kermitico公司的AK型HVAF为例,进行介绍。......
2023-06-18

对塑料粉末火焰喷涂设备的要求1)安全、可靠、不回火,能长时间连续稳定工作。塑料粉末火焰喷涂设备组成 塑料粉末火焰喷涂设备通常由工作气体控制系统、粉系统及喷枪三部分组成。塑料粉末火焰喷涂送粉方式可分为枪上粉筒送粉和专用送粉装置送粉两种。3)喷枪除选用专用火焰喷塑枪外,也可选用多功能粉末火焰喷涂枪。......
2023-06-18

粗化程度表示法一般借用机械设计中常用的表面粗糙度来表示待喷零件表面的粗化程度,其单位为μm。表面粗糙度主要反映零件表面的凹凸不平程度,常用表示法有以下两种,如图4-13所示。零件表面粗糙度Ra与Rz之间的关系见表4-9。4)良好结合所要求的涂层厚度及表面粗糙度。......
2023-06-18

等离子弧喷涂方法具有以下鲜明的工艺特点。采用非转移弧的粉末等离子弧喷涂,在材料保护领域有着十分广泛的应用。但是,如何保证足够的涂层结合强度以及比较低的孔隙率,一直是等离子弧喷涂工艺中需要重点关注的问题。根据粉末特征的不同,对应的等离子弧喷涂工艺也有所区别。等离子弧喷涂设备的主要工艺参数有电流、电压、离子气和送粉气流量、喷嘴高度、粉末入射条件等。表1-7-4为等离子弧喷涂的典型参数。......
2023-06-26

相关推荐