粉末火焰喷涂是采用氧-乙炔火焰为热源,喷涂材料为粉末的热喷涂方法。一般,粉末火焰喷涂大多依靠火焰来加速喷射粒子。......
2023-06-18
线材火焰喷涂是采用氧-乙炔燃烧火焰作热源,喷涂材料为线材的热喷涂方法。它是最早获得应用的热喷涂方法,迄今该方法仍在普遍使用。
1.喷涂原理
对喷涂材料的加热和雾化是借助火焰喷枪进行的,喷涂的基本原理如图2-7所示。喷枪通过虹吸气头分别引入乙炔、氧气和压缩空气,乙炔和氧气混合后在喷嘴出口处产生燃烧火焰。送丝轮带动线材连续地通过喷嘴中心送入火焰,在火焰中受热熔化,压缩空气经空气帽形成锥形的高速气流,将熔化的线材雾化成细微的颗粒,在火焰和高速气流的推动下,熔融颗粒喷射到经过预处理的基材表面形成涂层。
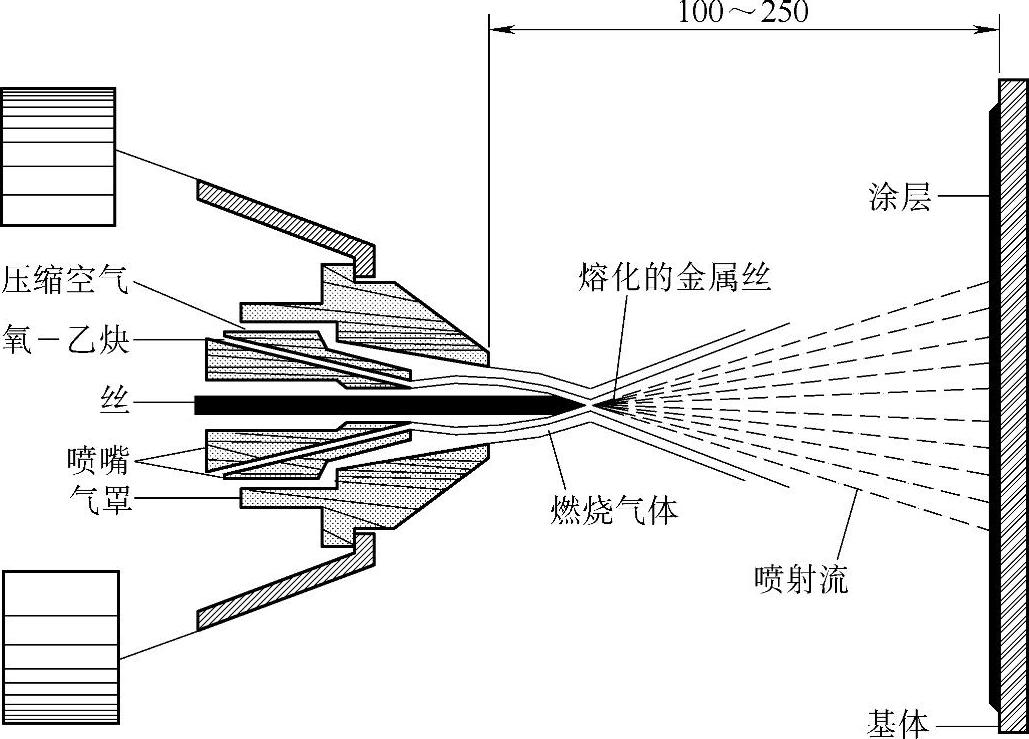
图2-7 火焰线材喷涂原理
单位时间里熔化金属线材的量取决于火焰的功率。改变氧气和乙炔的流量比例可获得氧化焰或中性焰。氧化焰将加剧金属线材中碳的烧损和涂层中氧化物含量的增加。中性焰可在一定程度上减少被喷涂材料的氧化。
压缩空气使熔化的金属脱离和雾化,一般压缩空气消耗量在0.8~1.2m3/min,压力为0.4~0.6MPa。
线材的传送依靠喷枪中的空气涡轮或电动机,通过调节转速来控制送丝速度。采用空气涡轮的喷枪,结构紧凑,重量轻,适于手工操作,但送丝速度微调比较困难,而且容易受压缩空气的影响难以保持恒定。采用电动机的喷枪,送丝速度容易调节并能够保持恒定,所以这种形式的喷枪使用日渐增多。
用于喷涂的金属丝直径一般为1.6~4.8mm,喷枪配有不同型号的喷嘴和空气帽以满足不同直径和材质线材的喷涂要求。
2.设备构成
典型的火焰线材喷涂设备的构成如图2-8所示,包括氧-乙炔供给系统、压缩空气供给系统、线材盘架、喷枪等。
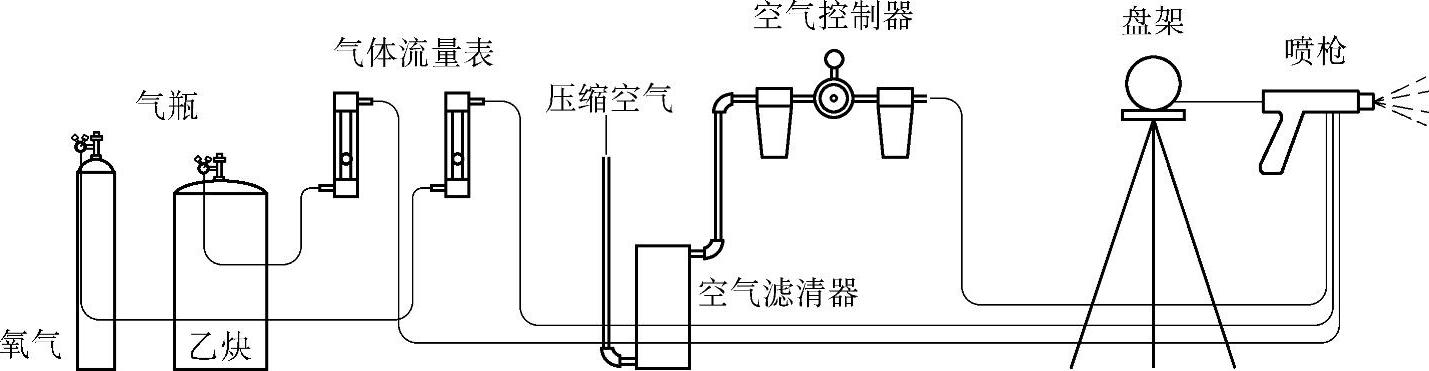
图2-8 火焰线材喷涂设备构成
(1)氧-乙炔供给系统 氧-乙炔供给系统由气源、压力及流量调节装置、回火防止器及输气管线等组成。气源大都采用瓶装氧和乙炔,用于调压的氧气减压阀和乙炔减压阀应从正规厂家选购并定期校验,合格后方可使用。流量控制采用浮子流量计,针形阀应灵敏、准确,使用值应在满刻度的40%~70%之间。喷枪与流量计之间必须安装回火防止阀以确保喷涂过程中的安全。具体安全事项参考第7章。
(2)压缩空气供给系统 为确保涂层质量,供给吹砂机和喷枪的压缩空气除了有流量和压力的要求外,还必须清洁、干燥,无油、无水。因此,压缩空气供给系统应包括空气压缩机和空气净化装置。图2-9所示为压缩空气供给系统。
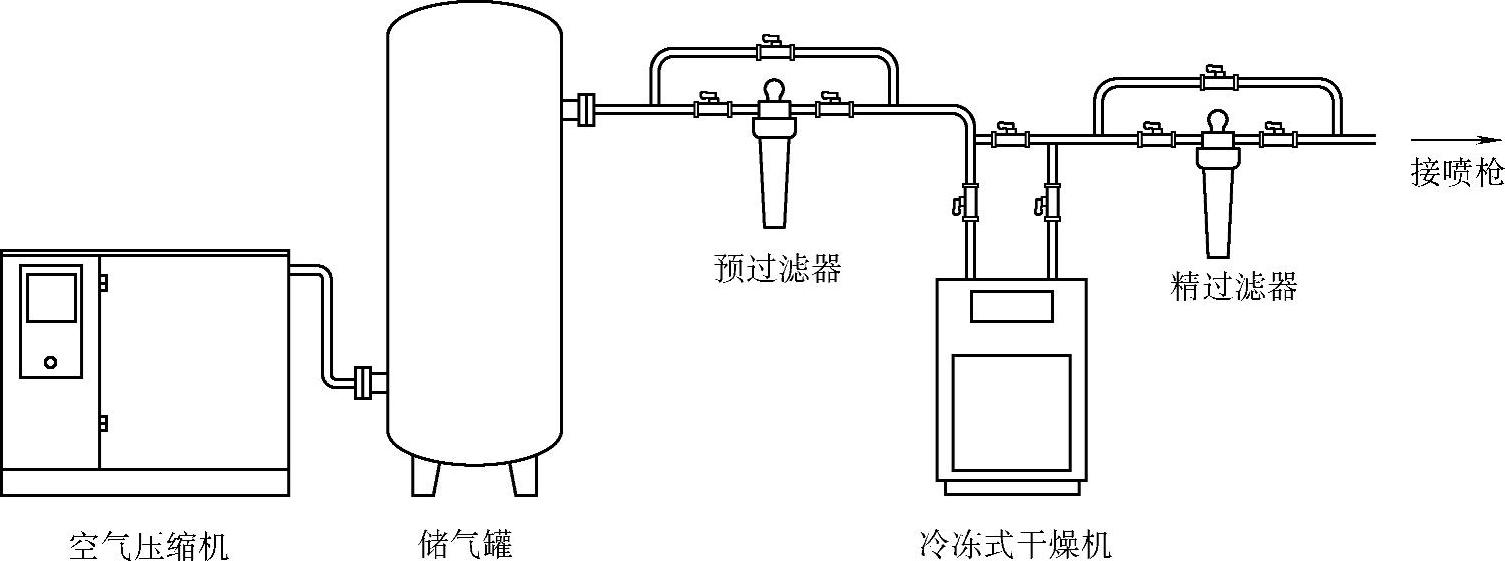
图2-9 压缩空气供给系统
热喷涂行业使用的空气压缩机主要有活塞式空气压缩机和螺杆式空气压缩机两种,无论选购何种空气压缩机都应选购无油润滑式,以减少空气中的油分。两种类型空气压缩机各具特点,其优劣对比见表2-3,目前国内新建热喷涂企业大多选购螺杆式空气压缩机进行配套。
表2-3 活塞式和螺杆式空气压缩机特点对比

(续)

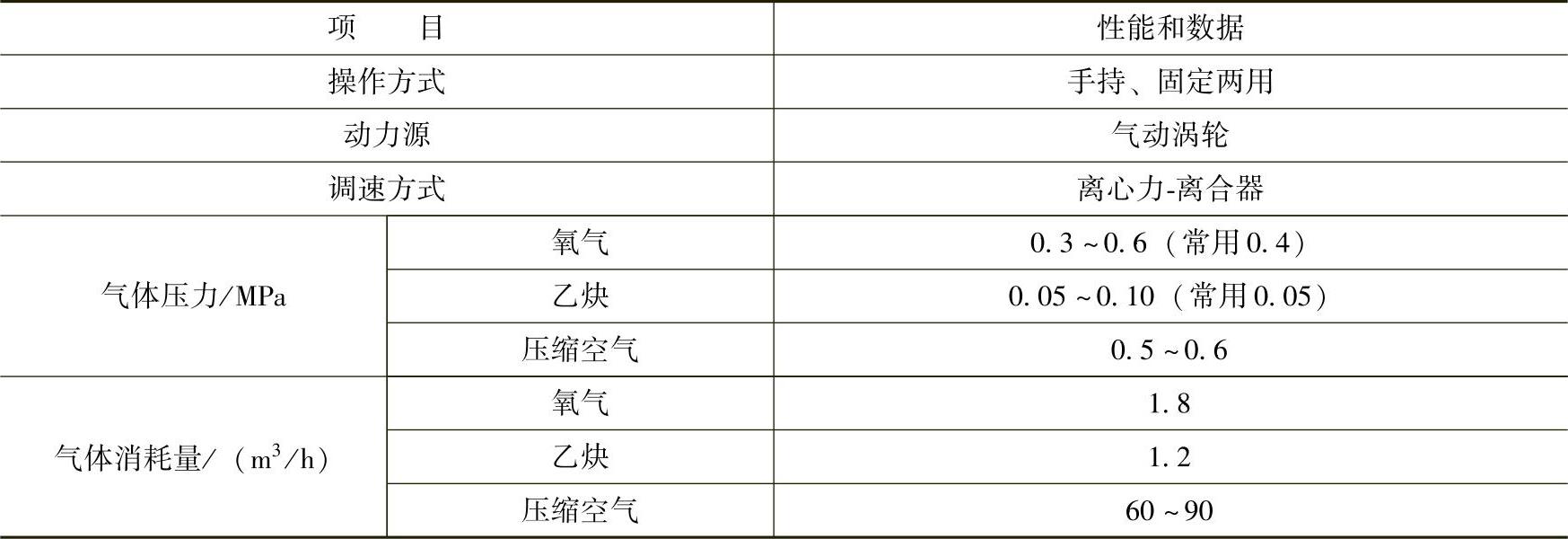
(3)喷枪 目前国内应用的喷枪主要有两类:一是国产类型,最具代表的是SQX-1型气喷枪,其性能和技术数据见表2-4。SQX-1型气喷枪分高速、中速两种规格,喷涂材料的熔点在750℃以上的选用中速喷枪,在750℃以下的选用高速喷枪。另一类是进口喷枪,主要是原美国Metco公司的12E型和14E型火焰线材喷枪,该类喷枪采用空气涡轮式送丝,其气动部分加工精度高,送丝速度稳定,调速范围宽,高低熔点的材料均可喷涂。
表2-4 SQX-1型气喷枪性能和技术数据
3.涂层和工艺技术特点
(1)涂层结构和特性 线材火焰喷涂的涂层结构为明显的层状结构,涂层中有较多的孔隙和氧化物夹杂。涂层性能依据喷涂工艺和喷涂材料的不同而各异,一般数据见表2-5。
表2-5 线材火焰喷涂涂层性能

(2)工艺技术特点 氧-乙炔线材火焰喷涂设备简单,操作方便,使用成本较低,应用非常广泛,其主要特点如下:
1)设备简单,操作方便,成本低,可进行现场维修作业。
2)喷涂材料较为广泛,凡能拉成丝的金属材料几乎都能喷涂,还可喷涂复合丝材。
3)喷涂过程中,对基材传热少,工件不易受热变形,可喷涂厚涂层。
4.影响喷涂质量的主要因素
影响线材火焰喷涂涂层质量的主要因素有:压缩空气流量和压力、氧-乙炔流量和压力、喷嘴烧损和送丝轮的磨损程度。
(1)压缩空气流量和压力 在用的线材火焰喷枪大多采用气动涡轮方式送丝,因此,喷涂过程中就要求压缩空气的流量和压力都必须保持恒定,否则送丝速度忽快忽慢,严重影响丝材的熔化效果。
(2)氧-乙炔流量和压力 当氧气的比例低时,火焰为碳化焰,温度较低,适于喷涂熔点较低的材料,能防止喷涂材料氧化脱碳。当火焰为中性焰时,焰流温度约为3050℃,适于喷涂各种合金。氧-乙炔流量和压力的大小决定了喷枪火焰功率的大小,为保持丝材熔化的一致性和稳定性,要求喷涂过程中,氧气和乙炔的流量和压力必须稳定不变,否则,丝材会出现“过熔”或熔化不良,影响涂层质量。
(3)喷嘴烧损和送丝轮的磨损 喷嘴烧损较严重时会直接破坏焰流的对称性和稳定性,送丝轮的过度磨损会造成送丝速度不稳定,两者均可导致丝材熔化的不一致性。
有关现代热喷涂技术的文章

棒材火焰喷涂是采用氧-乙炔燃烧火焰作热源,喷涂材料为棒材的热喷涂方法。70年代中后期,随着等离子喷涂技术在我国的推广,陶瓷棒材火焰喷涂技术逐渐退出应用。除喷枪在结构上有些差别外,其他各系统与线材火焰喷涂基本相同。......
2023-06-18

图2-14 JP-5000型高速火焰喷枪结构2.设备构成高速火焰喷涂设备一般由喷枪、送粉器、控制系统、喷枪冷却系统、气体供应系统五部分构成。用于高速火焰喷涂的粉末粒度一般为10~45μm,属于细粒度粉末。高速火焰喷涂时,首先应按照设备的规定要求确定氧气和燃气的流量,以保证喷枪焰流达到设计的功率水平。......
2023-06-18

塑料粉末火焰喷涂粉末的分类及组成 根据塑料粉末火焰喷涂粉末成膜物质的性质可分为两大类:成膜物质为热塑性树脂的叫热塑性粉末;成膜物质为热固性树脂的叫热固性粉末。火焰喷涂热塑性粉末主要选择流化床涂覆用粉末涂料,但最好根据火焰喷塑工艺特点及要求自制或委托加工。EAA、EMAA是20世纪90年代才开始应用的热塑性粉末涂料,也是最适合火焰喷涂的塑料粉末,其最突出的特点是它们与金属表面极强的附着力及良好的耐磨性。......
2023-06-18
低压等离子喷涂的动态工作压力范围在5000~8000Pa,喷涂组织与大气等离子喷涂基本相同,仍然呈层状结构。5)真空等离子喷涂枪及工件操作系统。采用ZB-Q型真空等离子喷涂枪、ZB-Z型真空转台和MOTORMAN机械手。6)低压等离子喷涂设备复杂,价格昂贵,推广应用难度很大。......
2023-06-18

电弧将气体加热并使之电离,产生等离子弧,气体热膨胀由喷嘴喷出高速等离子射流。图2-27 大气等离子喷涂原理2.设备构成我国目前使用的等离子喷涂设备分为进口设备和国产设备两类。工艺技术特点等离子喷涂相较其他喷涂方......
2023-06-18
20世纪90年代初,美国的TAFA公司将“超声速原理”引入等离子喷枪的设计制造中,研制成功高能高速等离子喷涂系统PlazJet。图2-37 PlazJet等离子喷枪结构2.设备组成PlazJet高能高速等离子喷涂系统的设备组成与普通等离子类似,也是由喷枪、整流电源、控制系统、热交换系统、送粉器、水电转接箱六部分构成。......
2023-06-18

图2-50 冷气动力喷涂设备组成2.临界速度临界速度是指喷涂粒子碰撞基体材料时能正常形成涂层的速度。气体携带粉末材料经喷枪喷嘴加速后能否形成所期望的涂层,粉末材料的飞行速度十分关键,是冷气动力喷涂最重要的工艺参数。5)氧化物含量低,冷气动力喷涂涂层的氧化物含量仅为0.2%,粉末火焰喷涂和HVOF喷涂涂层的氧化物含量分别为1.1%和0.5%。......
2023-06-18
相关推荐