1913年Schoop提出了电弧喷涂枪的设计,并于1916年研制成功实用型电弧喷涂枪,制备了钢结构长效防腐涂层,将热喷涂技术真正用于生产实践。从此,世界各国各喷涂专业公司也相应研究开发了一系列粉末火焰喷涂枪,对热喷涂技术进行了大量的研究和应用推广,使得热喷涂技术有了长足的发展,并取得了很大的成绩。20世纪70年代~90年代热喷涂技术向着高能、高速、高效发展。......
2023-06-18
热喷涂技术工艺方法很多,各有特点,无论何种工艺方法,喷涂过程中形成涂层的原理和涂层结构基本一致。热喷涂形成涂层的过程一般经历四个阶段:喷涂材料加热熔化阶段、雾化阶段、飞行阶段、碰撞沉积阶段。图1-2所示为各种热喷涂工艺方法热源温度和焰流速度分布。
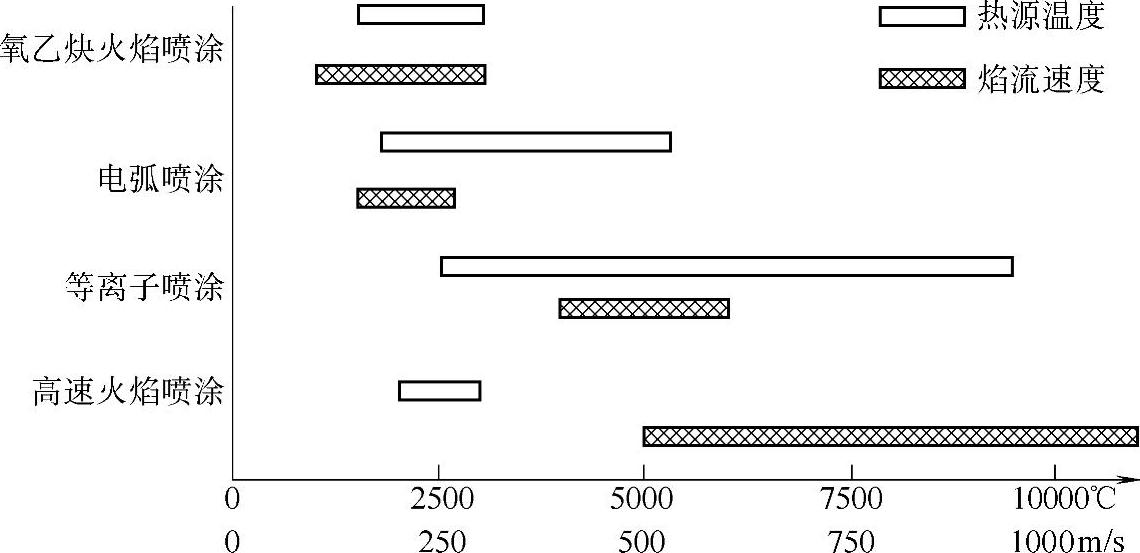
图1-2 各种热喷涂方法热源温度和焰流速度分布
(1)加热熔化阶段 当喷涂材料为线(棒)材时,在喷涂过程中,线材的端部连续不断地进入热源高温区,被加热熔化;当喷涂材料为粉末时,粉末材料直接进入热源高温区,在行进的过程中被加热至熔化或半熔化状态。
(2)雾化阶段 主要发生在线(棒)材喷涂过程中,线(棒)材被加热熔化形成熔滴,在外加压缩气流或热源自身气流动力的作用下,将线(棒)材端部熔滴雾化成微细微粒并加速粒子的飞行。当喷涂材料为粉末时,粉末材料被加热到足够高的温度,超过材料的熔点形成液滴时,在高速气流的作用下雾化破碎成更细微粒并加速飞行。
(3)飞行阶段 加热熔化或半熔化状态的粒子在外加压缩气流或热源自身气流动力的作用下被加速飞行。粒子飞行过程中首先被加速,随着飞行距离的增加而减速。图1-3所示为等离子喷涂工艺过程中喷涂粒子沿喷嘴轴向飞行速度分布。

图1-3 等离子喷涂工艺过程中粒子沿喷嘴轴向飞行速度分布
(4)碰撞沉积阶段 具有一定温度和速度的喷涂粒子在接触基体材料的瞬间,以一定的动能冲击基体材料表面,产生强烈的碰撞,而碰撞基体材料的瞬间喷涂粒子的动能转化为热能并传递给基体材料,在凹凸不平的基材表面上产生形变,由于热传递的作用,变形粒子迅速冷凝并伴随着体积收缩,其中大部分粒子呈扁平状牢固地黏结在基体材料表面上,而另一小部分碰撞后经基体反弹而离开基体表面。随着喷涂粒子束不断地冲击碰撞基体表面,碰撞—变形—冷凝收缩—填充连续进行,变形粒子在基体材料表面上,以颗粒与颗粒之间相互交错叠加地黏结在一起,而最终沉积形成涂层。涂层形成的过程如图1-4所示。
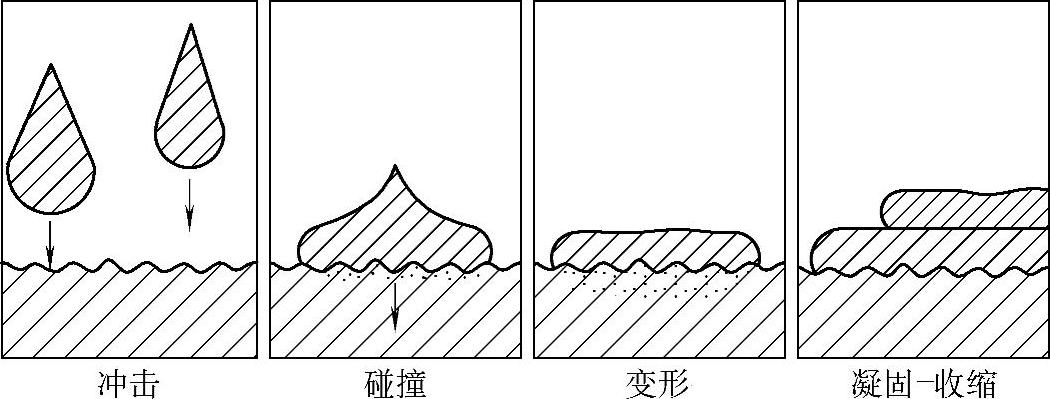
图1-4 涂层形成的过程
有关现代热喷涂技术的文章

1913年Schoop提出了电弧喷涂枪的设计,并于1916年研制成功实用型电弧喷涂枪,制备了钢结构长效防腐涂层,将热喷涂技术真正用于生产实践。从此,世界各国各喷涂专业公司也相应研究开发了一系列粉末火焰喷涂枪,对热喷涂技术进行了大量的研究和应用推广,使得热喷涂技术有了长足的发展,并取得了很大的成绩。20世纪70年代~90年代热喷涂技术向着高能、高速、高效发展。......
2023-06-18

图9-17AER 基本功能框图2.各环节工作原理结合如图9-17所示,将工作通道各环节工作原理阐述如下。采用两个电压互感器的目的是为了防止电压回路断线时AER 误动。机端电压测量环节类似于微机保护的模拟量采集通道,为了反应对称故障与不对称故障,一般采用正序分量来反应。......
2023-06-24

任务目标◆熟知万能粉碎机的工作原理,能辨认万能粉碎机的主要结构。◆能对万能粉碎机进行日常保养与维护。◆会判断万能粉碎机的机械部分常见故障并掌握排除方法。学一学20B型万能粉碎机的结构和工作原理读一读熟知设备的用途与特点20B型万能粉碎机是制药工业应用较广的撞击式粉碎机,广泛适用于医药、化工、食品等行业。说一说描述设备的工作原理1.粉碎物料启动万能粉碎机,必须先开机后加料,以免烧坏电机。......
2024-01-21
它的工作原理是:当人对着话筒讲话时,膜片随着声音前后颤动,带动音圈在磁场中做切割磁力线的运动,根据电磁感应原理,在音圈的两端就会产生感应音频电动势,通过升压变压器输出音频电信号。......
2023-10-31
图2.5.5拉曼散射示意图图2.5.6散射光谱示意图2.拉曼光谱测量系统拉曼光谱测量系统与光致发光谱系统相似,也主要分为光源、光路和分光系统、样品室、探测和数据记录系统四个部分,如图2.5.7所示。图2.5.7拉曼光谱测量系统示意图由于拉曼散射的效率十分低,为了能够有效地探测到信号,往往要求激发光源具有相当好的单色性,并且发光功率要足够大。......
2023-06-23

图3-40管状压电器件1.机械部分压电控制扫描器、距离控制器和扫描装置统称为STM中的机械部分,为了得到高性能的STM,对各部分控制器都有一定的要求。在STM测试时必须隔绝的两种扰动类型是震动和冲击。由于钨针尖能够满足STM仪器刚性的要求,因而被广泛地使用。......
2023-06-20

图10-37 典型机械控制式微波炉的电路原理当使用火力控制开关选择烧烤功能时,火力控制开关中的S5-3接通,S5-1与S5-2断开。电脑控制式微波炉的控制电路是采用微处理器为核心的自动控制、自动检测和自动保护的控制电路。图1038 典型电脑控制式微波炉的电路原理......
2023-06-26
曲轴系统由连杆、主和副、平衡轴轴承等组成的轴颈轴承和与此接合的轴承盖组成。曲轴轴颈轴承的负荷随活塞作用力大小和方向的改变而发生变化。图9-13 旋转轴承中产生油膜压力的两种形态1.摩擦系数连杆轴颈轴承的负荷和偏心线图如图9-14所示。连杆大头轴承的润滑油是通过旋转的曲轴内部通道供给,油路内的润滑油会产生离心力。......
2023-06-28
相关推荐