T68型镗床的控制线路如图6-11所示。图6-11 T68型镗床的控制线路T68型镗床的控制线路工作原理分析如下:1.准备工作将电源开关QS闭合,L1、L2两相电压送到变压器TC的一次绕组,经降压后从二次侧输出110V和24V电压。......
2023-06-15
X62W型铣床的控制线路如图6-9所示。
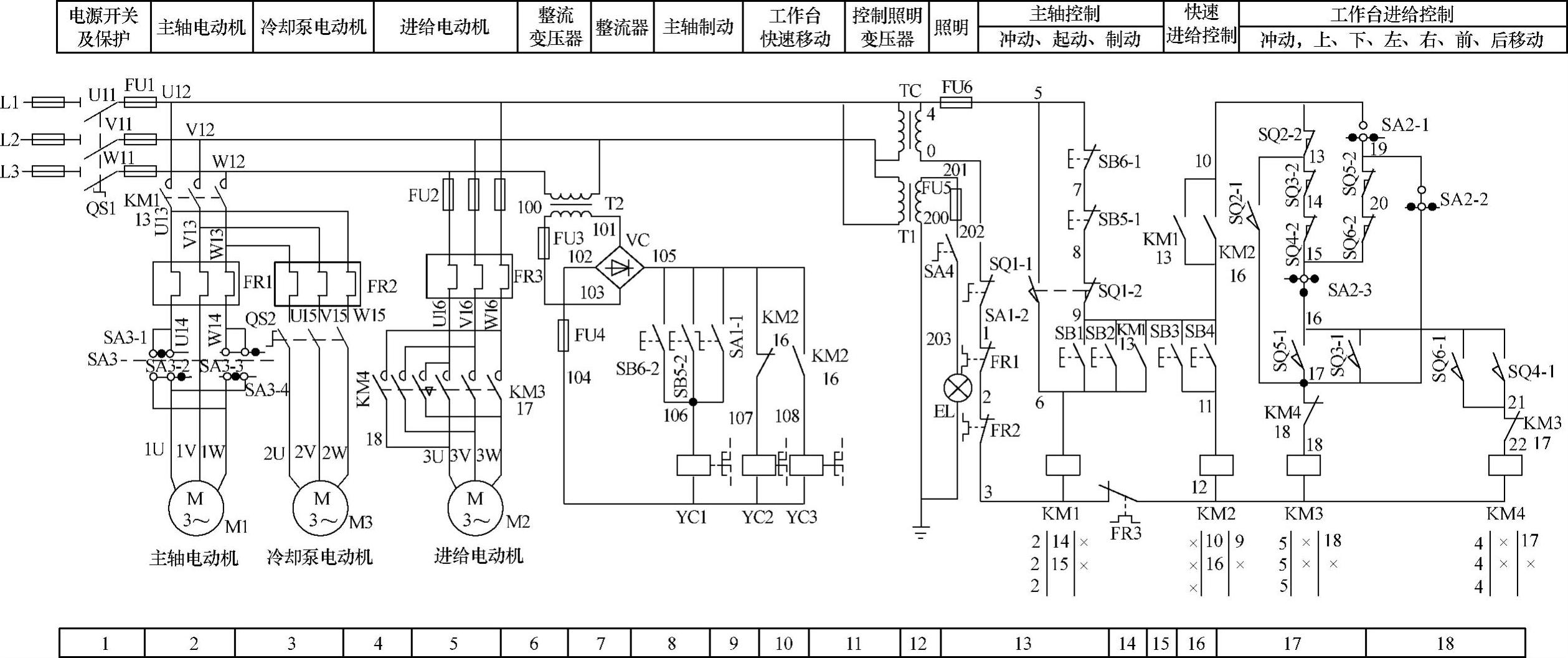
图6-9 X62W型铣床的控制线路
X62W型铣床的控制线路工作原理分析如下:
1.准备工作
将电源开关QS1闭合,L1、L2两相电压送到变压器TC和T1的一次绕组,TC二次侧输出110V供给控制电路,T1二次绕组输出24V电压供给照明电路,将开关SA4闭合,工作照明灯EL点亮。另外L2、L3两相电压送到变压器T2一次绕组,经降压整流后为制动电路提供电源。
2.主轴电动机控制
主轴电动机控制包括主轴电动机的起动、制动、换刀和变速控制。
(1)起动控制
主轴电动机起动采用两地控制方式,两个起动按钮SB1、SB2分别安装在工作台和床身上,它们是并联关系。
在起动时,先将转换开关SA3拨至“正转”位置,SA3开关的触头SA3-2和SA3-3闭合,然后按下起动按钮SB1(或SB2)→接触器KM1线圈得电→KM1的主触头、自锁触头和常开辅助触头(9、10线)均闭合→KM1主触头闭合使主轴电动机得电运转;KM1自锁触头闭合,锁定KM1线圈供电;KM1常开辅助触头闭合,为进给电动机控制电路接通电源。
(2)制动控制
主轴电动机有两个停止复合按钮SB5、SB6,按任一个按钮都可对主轴电动机进行停车制动控制,在停车时由电磁离合器YC1得电进行制动。

(3)换刀控制
在更换铣刀时,为了安全起见,需要对主轴电动机进行制动,并让铣床暂停工作。SA1为换刀开关,它由常开触头SA1-1和常闭触头SA1-2组成。

(4)变速控制
X62W型铣床的主轴电动机运行转速是固定的,主轴电动机的动力通过变速箱传递给主轴,切换变速箱内不同传动比的齿轮就能改变主轴的转速。在变速前需要停车,然后操作变速手柄和变速盘来变换转速,然后瞬时起动电动机,让它带动变速箱内的齿轮系统顺利啮合,为后面正常传动做好准备。
在变速时,先拉起变速手柄,然后旋转变速盘调好转速(切换齿轮,改变传动比),再将变速手柄推回原位,在手柄推回原位过程中,手柄上的凸轮会先碰触冲动位置开关SQ1,使SQ1-2断开、SQ1-1闭合,在SQ1-1闭合时,KM1线圈得电,KM1主触头闭合,主轴电动机运转,然后SQ1开关复位,主轴电动机失电依靠惯性由快变慢运转,带动手柄复位、齿轮系统顺利啮合。
3.冷却泵电动机控制
冷却泵电动机运转受开关QS2的控制,另外只有在主轴电动机工作后(即需要KM1主触头先闭合),将QS2开关闭合,冷却泵电动机才能起动。
4.工作台控制(进给电动机控制)
X62W型铣床的工作台可以左右、上下、前后6个方向运动,自身还能做旋转运动。工作台的运动是由进给电动机驱动的,但进给电动机只有正转和反转两个方向,为了实现对工作台全方位的控制,除了给进给电动机配备相应的控制线路外,在进给电动机和工作台之间还安装有专门的机械切换传动机构。
(1)工作台旋转运动控制
为了方便加工一些圆弧和凸轮工件,常常要求工作台自身能360°旋转。转换开关SA2是用来控制工作台旋转运动的。
当SA2拨至接通位置时,触头SA2-1、SA2-3断开,触头SA2-2闭合,电流经10—13—14—15—20—19—17—18流入接触器线圈KM3得电,KM3主触头闭合,进给电动机运转,通过一根专用的轴带动工作台作旋转运转。
若不需要工作台做旋转运动,可将转换开关SA2拨至断开位置,触头SA2-2断开,KM3线圈失电,KM3主触头断开,进给电动机无法运转,同时触头SA2-1、SA2-3闭合,为工作台在左右、上下、前后6个方向运动作准备。
(2)工作台左右运动控制
工作台左右方向的运动是由左右进给操作手柄及与之联动的位置开关SQ5、SQ6来控制的。左右进给操作手柄有“左、中、右”3个位置,操作手柄与行程开关、接触器、电动机及工作台运动的关系见表6-1。
表6-1 操作手柄与行程开关、接触器、电动机及工作台运动的关系

当左右进给操作手柄拨至“中”位置时,行程开关SQ5、SQ6均未被碰压,SQ5-1和SQ6-1触头均断开,KM3、KM4线圈无法得电,进给电动机处于停转状态。
当左右进给操作手柄拨至“左”位置时,行程开关SQ5被碰压,其常开触头SQ5-1闭合、常闭触头SQ5-2断开,接触器KM3线圈得电,KM3主触头闭合,进给电动机正转,通过左向机械传动机构使工作台往左移动。当工作台移动到左向极限位置时,工作台左向挡铁碰撞左右进给操作手柄连杆,使手柄自动复位到“中”位置,行程开关SQ5复位,KM3线圈失电,进给电动机停转,实现左向移动终端保护。
当左右进给操作手柄拨至“右”位置时,行程开关SQ6被碰压,工作台的右向移动与左向移动控制相同,这里不再叙述。
(3)工作台的上下和前后运动控制
工作台的上下和前后运动控制是由一个单独操作手柄及与之联动的行程开关SQ3、SQ4来控制的。该操作手柄有“上、下、中、前、后”5个位置,操作手柄与行程开关、接触器、电动机及工作台运动的关系见表6-2。
表6-2 操作手柄与行程开关、接触器、电动机及工作台运动的关系

当操作手柄拨至“中”位置时,行程开关SQ3、SQ4均未被碰压,SQ3-1和SQ4-1触头均断开,KM3、KM4线圈无法得电,进给电动机处于停转状态。
当操作手柄拨至“上”或“后”位置时,行程开关SQ4被碰压,其常开触头SQ4-1闭合、常闭触头SQ4-2断开,接触器KM4线圈得电,KM4主触头闭合,进给电动机反转,通过机械传动机构使工作台往上或往后移动。当工作台往上或往后移到极限位置时,工作台相关挡铁碰撞操作手柄连杆,使手柄自动复位到“中”位置,行程开关SQ4复位,KM4线圈失电,进给电动机停转,实现终端保护。在操作手柄拨至“上”或“后”位置时,手柄都碰压同一位置SQ4,但由于手柄在这两个挡位时会切换不同的传动机构,从而使进给电动机能驱动工作台往上或往后运行。
当操作手柄拨至“下”或“前”位置时,行程开关SQ3被碰压,工作台会往下或往前移动,其控制制过程与“上”或“后”移动控制相同。
(4)两个操作手柄的联锁控制
工作台6个方向的运动采用左右和上下前后两个操作手柄控制,在同一时间只能操作其中一个手柄,另一手柄必须处于“中”位置,如果同时操作两个手柄,进给电动机将不会运转,如同时将左右手柄拨至“左”位置,将上下前后手柄拨至“上”位置,SQ5、SQ4会同时被碰压,SQ5-2和SQ4-2同时断开,接触器KM3、KM4线圈都无法得电,进给电动机也就无法运转。
(5)进给电动机变速控制
进给电动机与主轴电动机一样,进行变速调节后要求进给电动机瞬间短时运转(点动),以使齿轮顺利啮合。
在变速操作时,将两个进给手柄均置于“中”位置,然后将进给变速盘拉出,转动变速盘选定新的转速,再将变速盘推回原位,在推进过程中,位置开关SQ2被碰压,SQ2-2断开,SQ2-1闭合,电流经10—19—20—15—14—13—17—18流入接触器KM3线圈,KM3主触头闭合,进给电动机运转,带动变速盘复位,位置开关SQ2也跟着复位,SQ2-2闭合,SQ2-1断开,KM3线圈失电,进给电动机由快变慢惯性运转,将齿轮顺利啮合。
(6)工作台的快速移动控制
在铣削工件时,工作台的移动速度比较慢,在不铣削时,如果需要让工作台快速移动,可对工作台进行快速移动控制。工作台6个方向的快速移动由两个进给操作手柄和快速移动按钮SB3(或SB4)来控制。
在进行快速移动控制时,先将进给手柄置于选定方向(如将左右手柄置于“左”位置)→按下快速移动按钮SB3(或SB4)→接触器线圈KM2得电→9区的常闭触头断开,10区、16区的常开触头闭合→9区的常闭触头断开使电磁离合器线圈YC2失电,断开工作台降速传动机构;10区的常开触头闭合使电磁离合器YC3得电,给工作台切换加速传动机构;16区的常开触头闭合使KM3或KM4线圈得电,进给电动机正转或反转,通过加速传动机构驱动工作台快速移动。当工作台快速到达指定位置时,松开SB3(或SB4),进给电动机停转,工作台快速移动结束。
有关学电工识图超简单的文章

T68型镗床的控制线路如图6-11所示。图6-11 T68型镗床的控制线路T68型镗床的控制线路工作原理分析如下:1.准备工作将电源开关QS闭合,L1、L2两相电压送到变压器TC的一次绕组,经降压后从二次侧输出110V和24V电压。......
2023-06-15

CA6140型车床的控制线路如图6-3所示。图6-3 CA6140型车床的控制线路主轴电动机控制1)起动控制:2)停止控制:冷却泵电动机控制1)起动控制:在主轴电动机起动后,将冷却泵电动机开关SA1闭合→中间继电器KA1线圈得电→3区的KA1常开触头闭合→冷却泵电动机得电运转。停止使用车床断开电源开关QS,切断整个控制线路的供电。......
2023-06-15

M7130型磨床的控制线路如图6-5所示。M7130型磨床的控制线路用到砂轮电动机、冷却泵电动机和液压泵电动机,如果不用冷却泵电动机,可以将该电动机与线路的插接件XP1拔出。M7130型磨床的控制线路工作过程分析如下:准备工作将电源开关QS1闭合,L1、L2两相电压经变压器TC1降压后为工作照明灯EL供电,将开关SA闭合,EL被点亮。......
2023-06-15

Z3050型钻床的控制线路如图6-7所示。图6-7 Z3O5O型钻床的控制线路摇臂上升控制的详细过程如下:2)摇臂下降的大致过程是,首先液压泵电动机正向运转,使摇臂和立柱松开,然后摇臂升降电动机反向运转,将摇臂下降到要求的高度,再让液压泵电动机反向运转,将摇臂与立柱夹紧。......
2023-06-15

CT8型弹簧操动机构常与SN10型少油断路器等配套使用,其典型控制线路如图2-99所示。前三个问题属于CT8合闸线路的固有缺陷。图2-99CT8型操动机构典型控制线路图2-100CT8型操动机构改进线路典型CT8合闸线路的缺陷还表现在开关S上,当S处于打开位置时,电动机M失电,储能指示灯(黄色)H3熄灭。改进后的线路取消中间继电器KA,用电动机终端开关SQ3代替,并在SQ3触点上并联电容,从而解决了问题①。该线路同样适用于在交流控制线路中推广。......
2023-06-20

继电器控制式正转控制线路如图4-16所示。调节端子10、2、5外接电位器RP,变频器输出电源频率会发生改变,电动机转速也随之变化。3)变频器异常保护。同时继电器KA线圈也失电,3个KA常开触头均断开。在变频器运行时,若要切断变频器输入主电源,必须先对变频器进行停转控制,再按下按钮SB1,接触器KM线圈失电,KM主触头断开,变频器输入电源被切断。......
2023-06-15
点动正转控制线路适用于电动机短时间运行控制,如果用于长时间运行控制极为不便。从图中可以看出,该线路在点动正转控制线路的控制电路中多串接一个停止按钮SB2,并在起动按钮SB1两端并联一个接触器KM的常开辅助触头。自锁正转控制线路除了有长时间运行锁定功能外,还能实现欠电压和失电压保护功能。图3-31 自锁正转控制线路2)起动过程。......
2023-06-15
Z35型摇臂钻床可用于钻孔、攻螺纹,在企业中使用相当广泛。主要由主线路、控制线路和照明线路组成。图6-30 Z35型摇臂钻床控制电路2.原理分析当开始工作时,将十字开关SA扳向左方,左面触头闭合,零电压继电器KHV线圈得电,常开触点闭合自锁。SA向下扳,KM3线圈得电,摇臂下降,降至一定程度同样由限位开关限位。......
2023-06-28
相关推荐