图解演示单相交流电动机正反转控制电路是指通过改变电动机绕组的电源相序来实现电动机的正反转工作状态。图10-42所示为典型单相交流电动机正/反转控制线路图。在单相交流电动机正/反转控制线路中重点检修的部件为起动按钮SB1、接触器KM1、停止按钮SB2以及旋转开关。......
2023-06-24
下面通过开发一个电动机正、反转控制线路为例来说PLC应用系统的开发过程。
1.明确系统的控制要求
系统要求通过3个按钮分别控制电动机连续正转、反转和停转,还要求采用热继电器对电动机进行过载保护,另外要求正、反转控制联锁。
2.确定输入/输出设备,并为其分配合适的I/O端子
表5-1列出了系统要用到的输入/输出设备和对应的PLC端子。
3.绘制系统控制线路图
图5-19为PLC控制电动机正、反转线路。
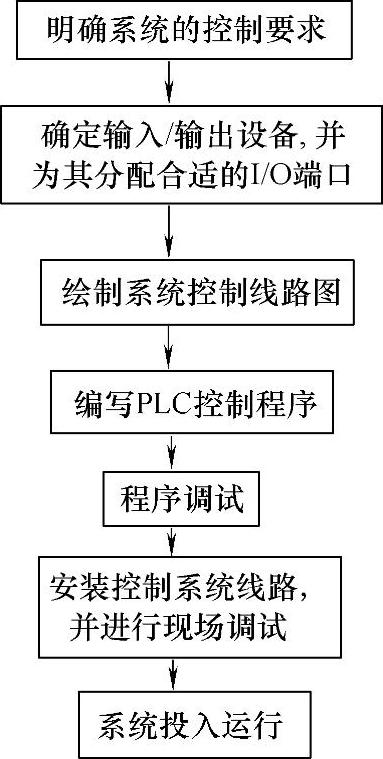
图5-18 PLC应用系统的一般开发流程
表5-1 系统用到的输入/输出设备和对应的PLC端子

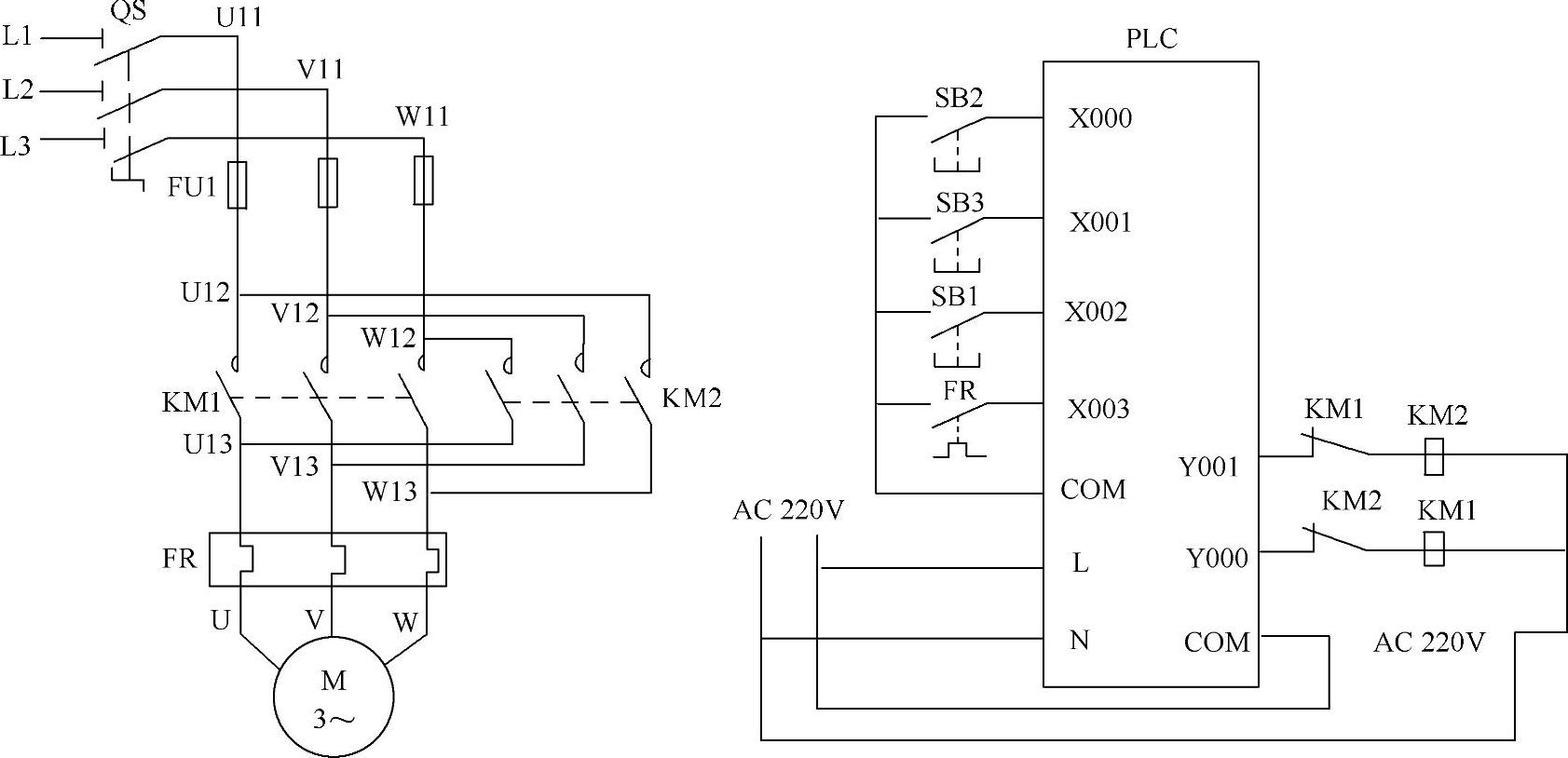
图5-19 PLC控制电动机正、反转线路
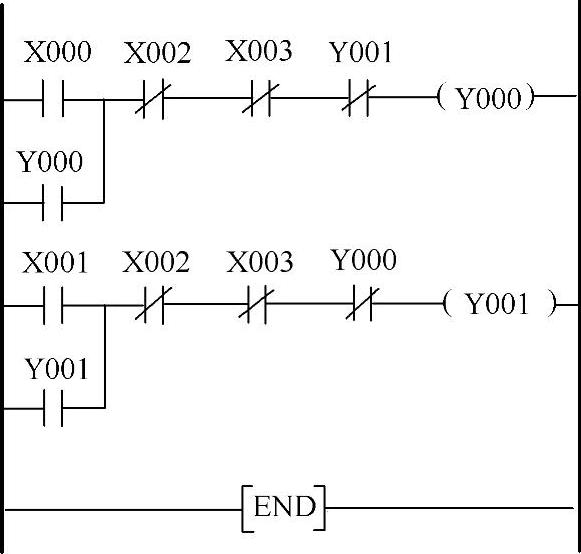
图5-20 电动机正、反转控制梯形图程序
4.编写PLC控制程序
启动三菱FXGP/WIN-C编程软件,编写图5-20所示的梯形图控制程序。
下面对照图5-19所示线路来说明图5-20所示梯形图程序的工作原理。
(1)正转控制
当按下PLC的X000端子外接按钮SB2时→该端子对应的内部输入继电器X000得电→程序中的X000常开触头闭合→输出继电器Y000线圈得电,一方面使程序中的Y000常开自锁触头闭合,锁定Y000线圈供电,另一方面使程序中的Y000常闭触头断开,Y001线圈无法得电,此外还使Y000端子内部的硬触头闭合→Y000端子外接的KM1线圈得电,它一方面使KM1常闭联锁触头断开,KM2线圈无法得电,另一方面使KM1主触头闭合→电动机得电正向运转。
(2)反转控制
当按下X001端子外接按钮SB3时→该端子对应的内部输入继电器X001得电→程序中的X001常开触头闭合→输出继电器Y001线圈得电,一方面使程序中的Y001常开自锁触头闭合,锁定Y001线圈供电,另一方面使程序中的Y001常闭触头断开,Y000线圈无法得电,还使Y001端子内部的硬触头闭合→Y001端子外接的KM2线圈得电,它一方面使KM2常闭联锁触头断开,KM1线圈无法得电,另一方面使KM2主触头闭合→电动机两相供电切换,反向运转。
(3)停转控制
当按下X002端子外接按钮SB1时→该端子对应的内部输入继电器X002得电→程序中的两个X002常闭触头均断开→Y000、Y001线圈均无法得电,Y000、Y001端子内部的硬触头均断开→KM1、KM2线圈均无法得电→KM1、KM2主触头均断开→电动机失电停转。
(4)过载保护
当电动机过载运行时,热继电器FR发热元件使X003端子外接的FR常开触头闭合→该端子对应的内部输入继电器X003得电→程序中的两个X003常闭触头均断开→Y000、Y001线圈均无法得电,Y000、Y001端子内部的硬触头均断开→KM1、KM2线圈均无法得电→KM1、KM2主触头均断开→电动机失电停转。
5.程序调试
程序调试过程如下:
1)给PLC接好220V工作电源,再将计算机与PLC通过专用转换器和电缆连接好。
2)往PLC写入程序。将PLC的RUN/STOP开关置于“STOP”位置,在FXGP/WIN-C软件中执行菜单命令“PLC→传送→写入”,把编写好的程序写入PLC。
3)进行监控测试。将PLC的RUN/STOP开关置于“RUN”位置,在FXGP/WIN-C软件中执行菜单命令“监控/测试→开始监控”,然后用导线或按钮连接PLC相关输入端子和公共端(COM端),观察输出端子的输出是否正常。例如用导线短接X000、COM端子,相当于按下SB2,正常时X000端子对应的指示灯会被点亮,同时PLC内部程序执行,Y000端子内部硬触头闭合,Y000端子对应的指示灯会点亮。
在进行监控测试时,除了PLC有关的输入、输出指示灯会点亮来显示输入、输出状态外,在计算机编程软件的梯形图中会出现长方形高亮块显示元件接通状态,如将X000、COM端子短接再断开后,梯形图状态如图5-21所示,高亮块内的元件处于接通状态。
当程序调试发现PLC状态不工作,或者梯形图状态不正常时,在排除无硬件问题的情况下,要认真检查程序并进行修改,再将修改后的程序写入PLC,重新进行监控测试,直到正常。
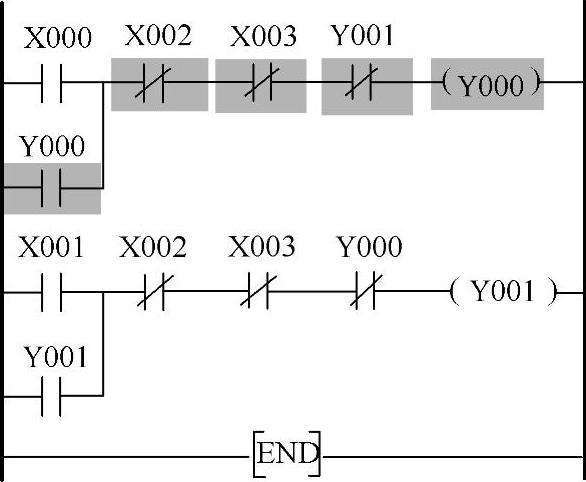
图5-21 X000、COM端子短接再 断开后梯形图的状态
6.安装系统控制线路,并进行现场调试
程序调试通过后,就可以按照绘制的系统控制线路图将PLC及外围设备安装在实际现场,线路安装完成后,还要进行现场调试,观察是否达到控制要求,若达不到要求,需检查是硬件问题还是软件问题,并解决这些问题。
7.系统投入运行
系统现场调试通过后,可试运行一段时间,若无问题发生可正式投入运行。
有关学电工识图超简单的文章

图解演示单相交流电动机正反转控制电路是指通过改变电动机绕组的电源相序来实现电动机的正反转工作状态。图10-42所示为典型单相交流电动机正/反转控制线路图。在单相交流电动机正/反转控制线路中重点检修的部件为起动按钮SB1、接触器KM1、停止按钮SB2以及旋转开关。......
2023-06-24

下面介绍几种常用的电动机控制电路。当电动机达到一定转速后,再将开关QS2的动片迅速合到上方“运行”位置,使三相绕组改接成三角形进入正常运行。图5-12 三相异步电动机直接起动图5-13 星-三角起动原理图图5-14所示为电动机星-三角起动的自动控制线路。它在电动机起动过程中,自动进行定子绕组的星形联结向三角形联结的转变。图5-16a所示电路为行程开关起自动循环作用的控制线路。......
2023-06-25

正、反转联锁控制的PLC线路与梯形图如图5-24所示。按下反转按钮SB2→梯形图程序中的反转触头X001闭合→线圈Y001得电→Y001自锁触头闭合,Y001联锁触头断开,Y001端子与COM端子间的内硬触头闭合→Y001自锁触头闭合,使线圈Y001在X001触头断开后继续得电;Y001联锁触头断开,使线圈Y000即使在X000触头闭合时也无法得电,实现联锁控制;Y001端子与COM端子间的内部硬触头闭合,接触器KM2线圈得电,主电路中的KM2主触头闭合,电动机得电反转。......
2023-06-15

三相异步电动机自动正、反转控制电路实际上就是由两个方向相反的直接起动控制电路组合而成。图2-14 三相异步电动机正、反转自动控制电路1.电路组成由图2-14a可知,该电路由组合开关QS,熔断器FU,接触器KM1、KM2,热继电器FR,按钮SB1~SB3和三相异步电动机M组成。图中使用两个接触器,是为了改变三相异步电动机接入三相电源的相序。另外,当两个接触器的互锁触头发生意外故障时,将造成三相电源短路,其不适用于要求可靠性较高的场合。......
2023-06-15
接触器联锁正、反转控制线路的主电路中连接了两个接触器,正、反转操作元器件放置在控制电路中,因此工作安全可靠。接触器的这种相互制约关系称为接触器的联锁,实现联锁的常闭辅助触头称为联锁触头。对于接触器连锁正、反转控制线路,若将电动机由正转变为反转,需要先按下停止按钮让电动机停转,使接触器各触头复位,再按反转按钮让电动机反转。......
2023-06-15

正转完成送料,反转完成取料,由操作台控制。同理,在电动机反转运行时,也不能直接进入正转运行。图5-39 送料机外观2.硬件设计本案例采用S7-300 PLC进行控制,它的输入和输出资源分配如表5-2所示。完整的送料机电动机正反转控制程序如图5-53所示。......
2023-06-18
图3-58 KTJ1-50/2型凸轮控制器的触头分合表图3-59 凸轮控制器起动、调速和正/反转控制线路线路工作原理分析如下:1)闭合电源开关QS,再将凸轮控制器旋至“零位”,AC10、AC11、AC12这3个触头闭合,为控制电路做好准备。当凸轮控制器旋至“正转5”挡时,转子绕组回路的电阻全被短路,电动机全速运行。......
2023-06-15

相关推荐