
随着科学技术和社会生产的不断发展,机械制造技术有了深刻的变化。......
2023-06-15
数控机床是用计算机数控装置进行程序控制的高效的自动化机床,简称CNC机床。其主要由控制介质、数控系统、伺服系统及机床本体等部分组成。详见图3-10。
目前,几乎所有的机床都朝着数字化方向发展,机械加工中有数控车床、铣床、加工中心;特种加工中有数控电火花、线切割等机床。下面以TK1640数控车床的电器控制电路为例,对其进行简要的分析和介绍。
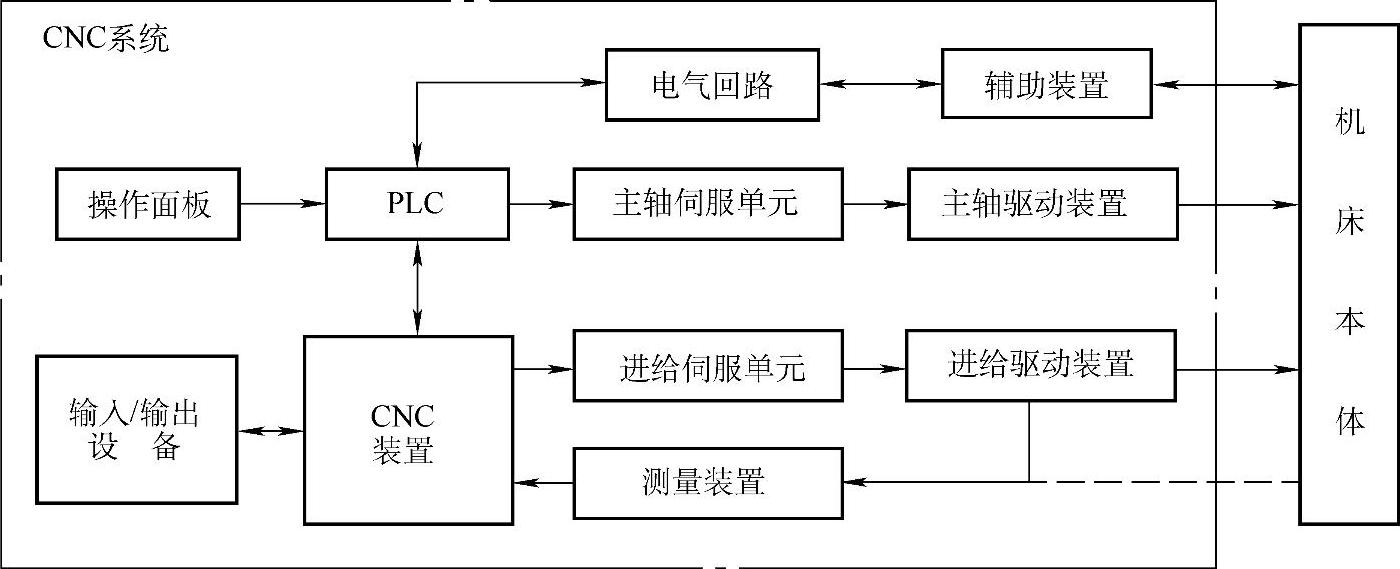
图3-10 数控机床组成的图
1.TK1640数控车床的组成和运动方式及其控制要求
TK1640数控车床主要由底座、床身、主轴箱、大托板(纵向托板)、中托板(横向托板)、电动刀架、尾座、防护罩、电气部分、CNC系统、冷却和润滑等部分组成。
该车床主轴的旋转运动由变频控制的5.5kW主轴电动机经传动带传至主轴Ⅰ,经三联齿轮变速再将运动传至主轴Ⅱ,并得到低速、中速和高速三段范围内的无级变速来实现。
该车床的进给运动有两个。Z坐标为大托板的左右运动方向,其运动由GK6063—6AC31交流永磁伺服电动机与滚珠丝杠直联实现;X坐标为中托板前后运动方向,其运动也是由GK6062—6AC31交流永磁伺服电动机,通过同步齿形带及带轮带动滚珠丝杠和螺母实现的。
除上述运动以外,还有电动刀架的自动转位、冷却电动机的起动和停止等。
另外,在车削螺纹时,为保证主轴转一圈,刀架移动一个导程,在主轴箱的左侧安装了一个光电编码器。主轴至光电编码器的齿轮传动比为1∶1。光电编码器配合纵向进给交流伺服电动机,保证了主轴转一圈时,刀架就移动一个导程(即被加工螺纹导程)。
为保证车床对于安全性和可靠性的高要求,在控制电路中还设置了具有短路、过载、失电压和欠电压保护、互锁、电器与机械联锁等自动保护环节。
2.TK1640数控车床的电器控制电路
(1)电器控制电路的分析方法和步骤
对数控车床电器控制电路的分析方法和步骤与普通机床电器控制电路的基本相同。通过对其分析,了解该数控车床的机械及其他部分与电器控制系统之间的配合关系,以及电器控制系统在整个设备中所处的地位和作用。
TK1640数控车床的电器控制电路由强电电路、交流和直流控制电路、电源电路及辅助电路等组成。具体的分析方法和步骤如下:
首先,分析强电电路。根据电路中各种电动机和电磁阀等执行电器的控制要求,明确其起动、调速、制动以及旋转方向等的控制内容;其次,分析其交、直流控制电路。可采用“化整为零”的方法,根据强电电路的控制内容,逐一分清其各个控制环节,再按其功能的不同,划分为若干个基本控制环节进行分析,并理解其工作过程;第三,分析辅助电路及保护环节。辅助电路包括电源和工作状态显示及故障报警等,对其分析要结合控制电路的内容进行。同时,还应清楚在控制电路中所设置的电器保护及互锁的作用和工作过程;最后进行总体检查。可采用“集零为整”的方法,在弄清各个控制环节之间相互关系的基础上,对整个控制电路进行系统的归纳和检查。最终达到对TK1640数控车床电器控制电路的全面掌握。
(2)电器控制电路的具体分析
1)强电电路:TK1640数控车床的强电电路见图3-11。其组成与作用分述如下:
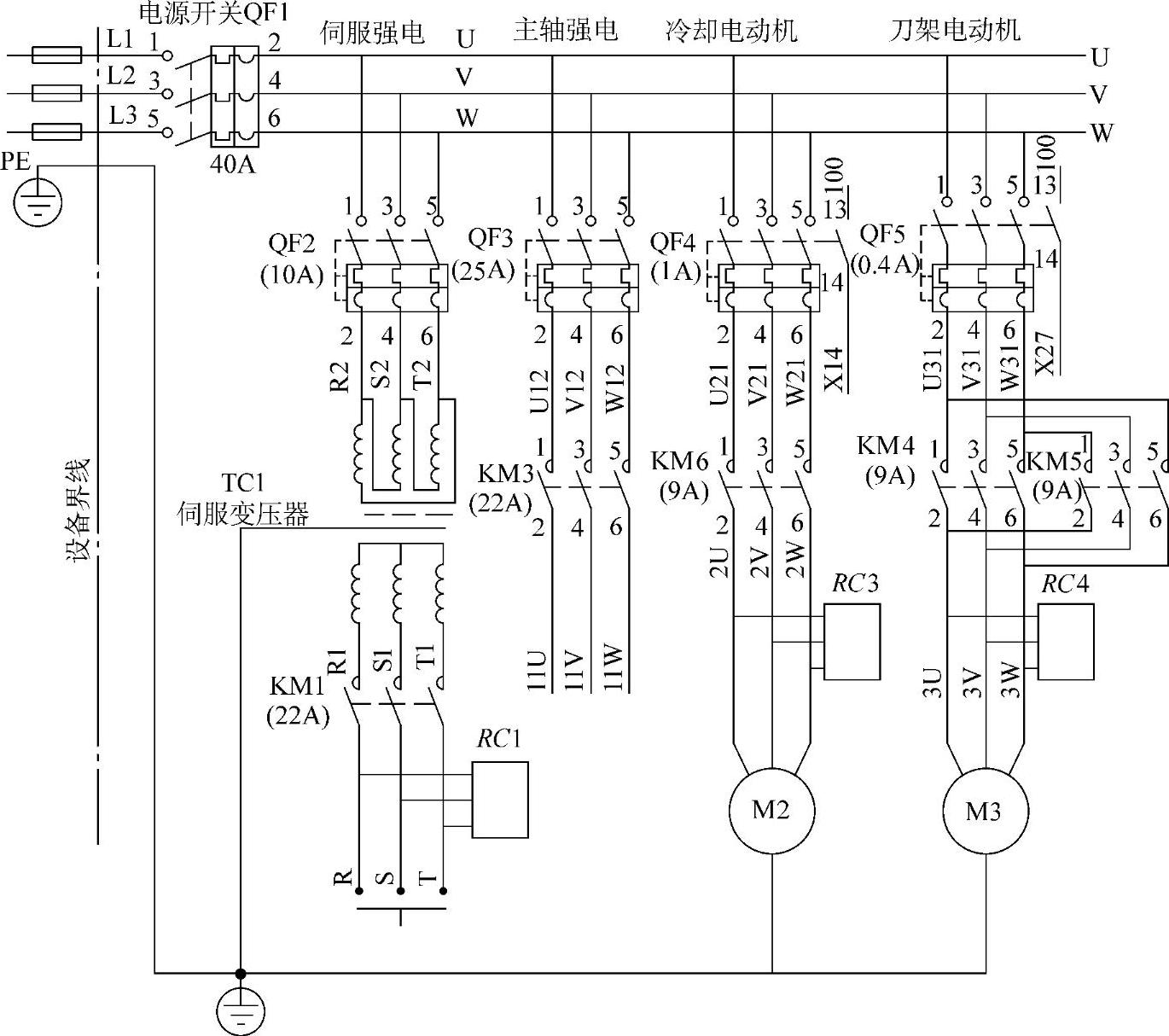
图3-11 TK1640数控车床强电电路图
由图3-11可知,该电路共有五个断路器,QF1为电源总开关,控制车床总电源的通断;QF2~QF5分别为伺服强电、主轴强电、冷却电动机(M2)和刀架电动机(M3)的断路器,控制各个负载的电源通断及短路和过电流保护。其中QF4和QF5还带有辅助触头(100→X14和100→X27),作为其输入到可编程序控制器(PLC)的状态信号。另外,QF4和QF5这两个断路器的过电流保护值是可调的,可根据所控制电动机的额定电流来任意设置该断路器的过电流保护值,扩大了其过电流的保护范围;接触器KM1、KM3和KM6的主触头分别控制着伺服电动机、主轴电动机和冷却电动机的电源的通断,即其工作状态;接触器KM4和KM5的主触头控制着刀架电动机的正、反转即刀架正、反两个方向的运动;三相伺服变压器TC1将交流380V变为200V的交流电源,供给伺服电源模块用;RC1、RC2、RC3均为阻容吸收回路,当相应的电路断开时,用其吸收伺服电源模块、冷却电动机、刀架电动机中的能量,避免其在电路中产生过高电压而损坏电器元件。
2)控制电路:TK1640数控车床的控制电路分为交流、直流两部分,详见图3-12、图3-13。
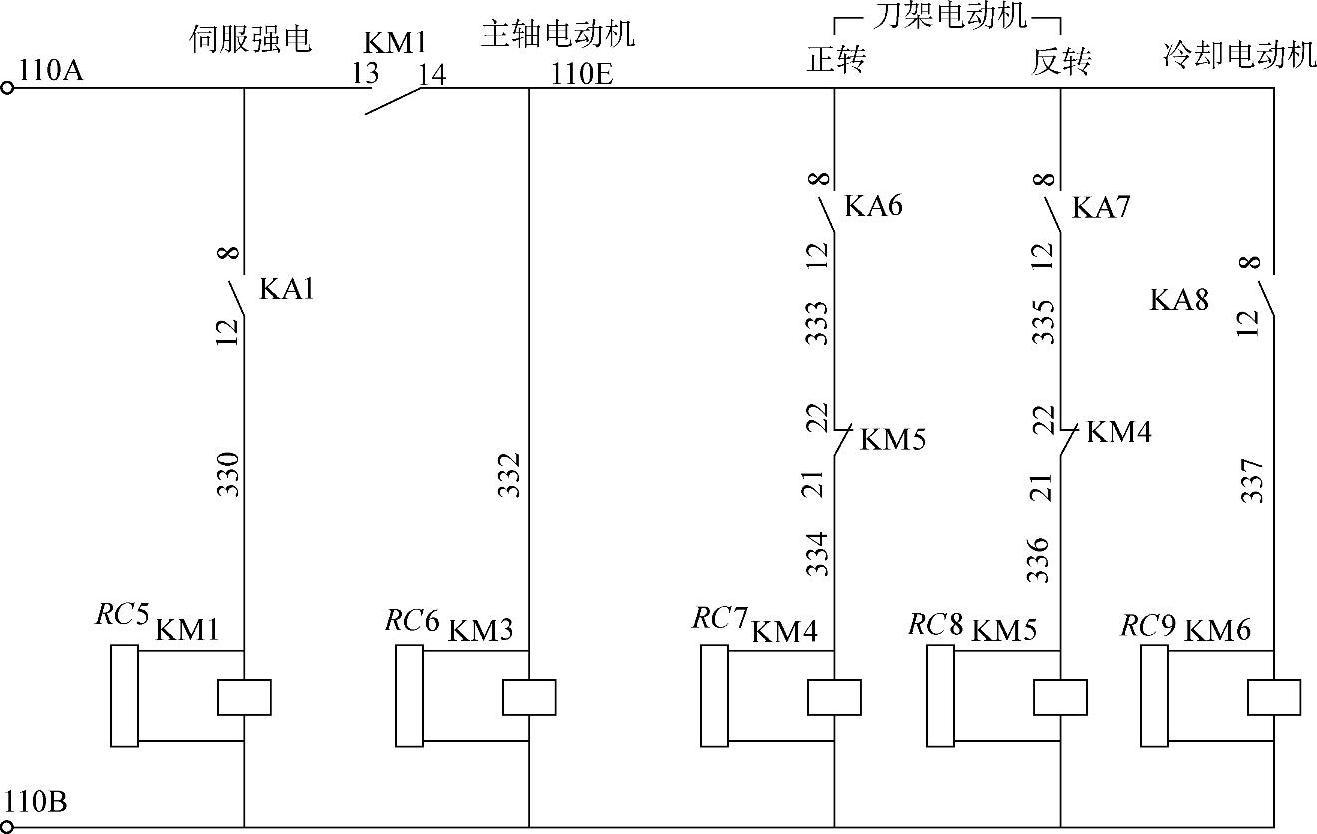
图3-12 TK1640数控车床交流控制电路图

图3-13 TK1640数控车床直流控制电路图
①主轴电动机的控制:合上QF2和QF3,在限位开关和急停开关都未压下、主轴和伺服都不报警的状态下,则
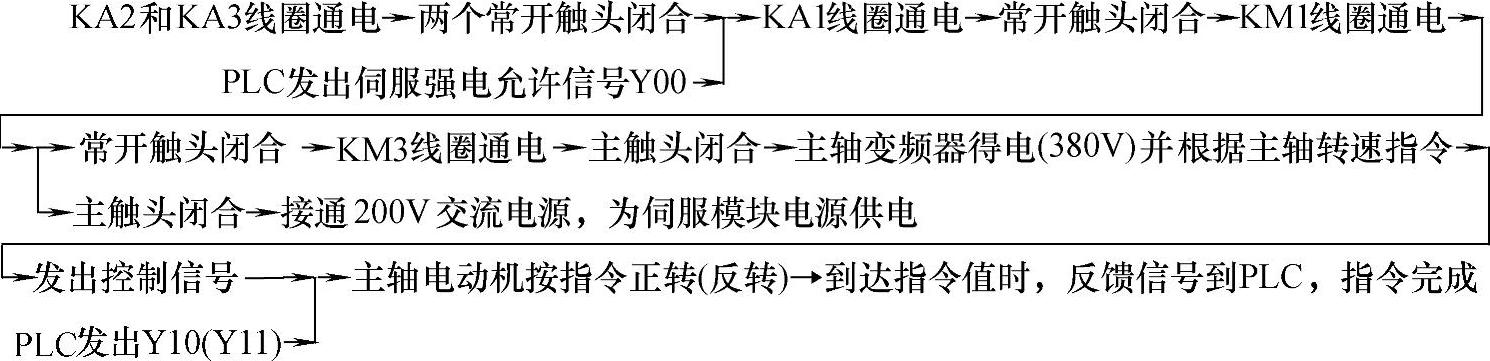
注意:主轴的转速由其指令输至主轴变频器上的直流电压值(1~10V)控制,其起动时间和制动时间都由主轴变频器内部参数设定值来决定。
②刀架电动机的控制:当数控车床的CNC装置发出手动换刀或自动换刀指令时,PLC发出Y06正转有效信号,则

当PLC检测到指令刀具所对应的刀位信号时,发出Y06撤销信号,则

接着,PLC又发出Y07反转有效信号,则

当PLC检测到指令刀具所对应的刀位信号时,发出Y07撤销信号,则

经过上述Y06和Y07两个指令的执行后,完成了一次换刀过程。
注意,刀架电动机正转为转位选刀的旋转方向;其反转为刀架锁紧定位。
③冷却电动机的控制:当数控车床的CNC装置发出手动或自动冷却指令时,PLC输出Y05有效信号,则

④伺服电动机的控制:由于伺服电动机的控制比较复杂,在此就不进行分析了,请参阅有关的专业书籍。
3)电源电路:TK1640数控车床的电源电路见图3-14。
由图3-14可知,该数控车床的工作电源都是由变压器TC2提供的AC 110V为交流接触器线圈和强电柜制冷风扇提供电源;AC 220V通过低通滤波器为伺服模块、电源模块、DC24V模块提供电源;VC1是电源模块,他将AC 220V转换成DC 24V电源,为数控系统、PLC输出/输入、24V继电器线圈、吊挂风扇等提供电源。
另外,图中的断路器QF6~QF10是专为每组电源提供短路过载等保护。
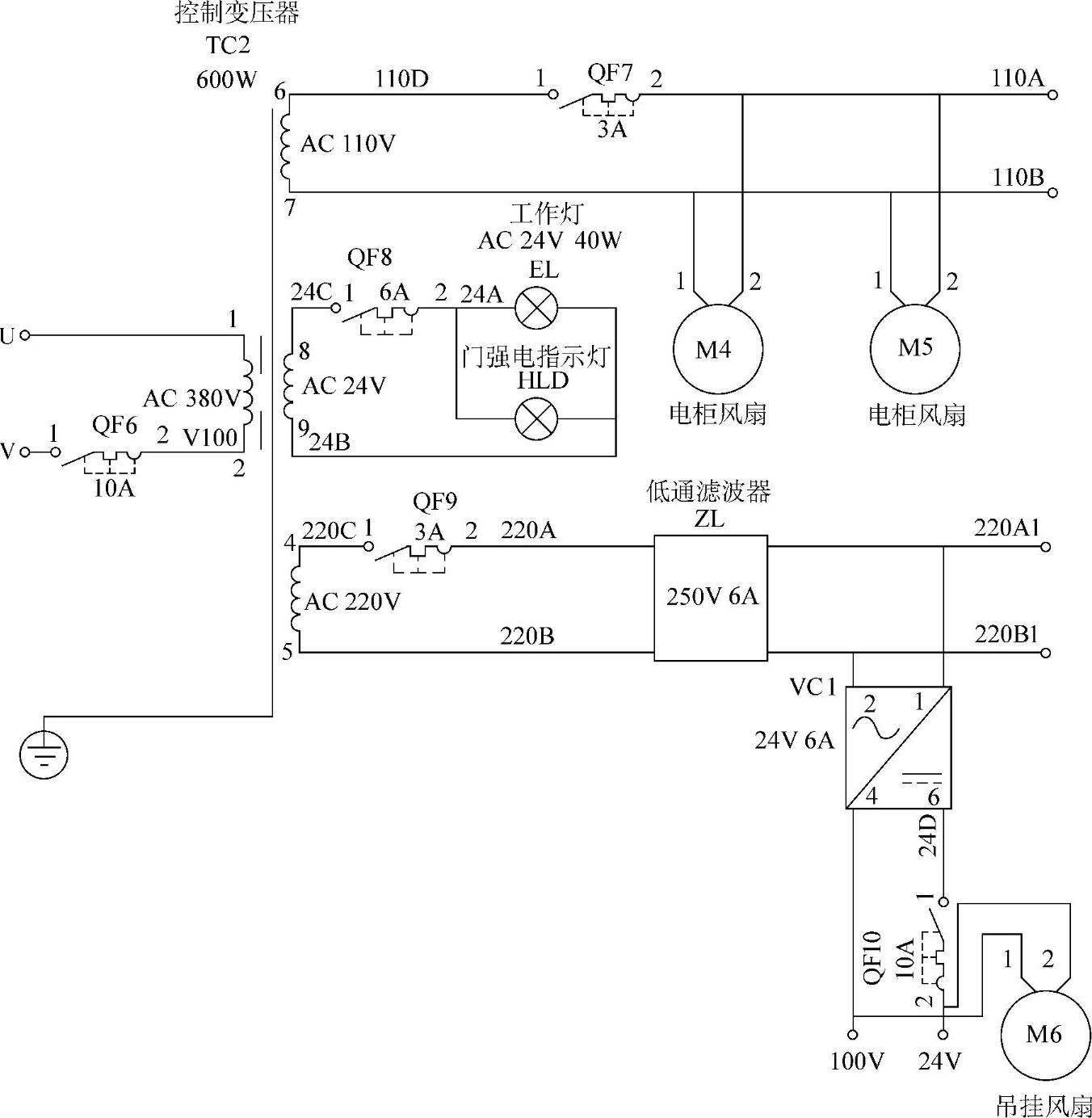
图3-14 TK1640数控车床电源电路图
有关电器控制技术及应用的文章

C650型卧式车床具有床身较长、溜板箱可快速移动且采用点动控制、调速范围可达40以上、主电动机选用普通笼型异步电动机、其功率为30kW等优点。卧式车床一般都是采用机械方法来实现的,而C650型卧式车床则通过主电动机的正、反转来实现主轴的正、反转控制。......
2023-06-15

CA6140型车床是我国自行设计制造的卧式车床,应用得越来越多,它的外形见图3-1。运动方式CA6140型车床的运动主要包括工件旋转的主轴运动和刀具的直线进给运动。......
2023-06-15

对于普通机床电器控制电路的检修,一般可分为四步进行,即明确现象、分析原因、确定故障点、排除故障。5)摸:在机床断电后,立即触摸三相异步电动机或变压器及各种电器的线圈等,判断其温度是否正常。所谓分段电压测量法是指根据电路中各段电压的测量值来检查故障的一种方法。尽量在停电的情况下排故;必须带电操作时,要先接通控制电路,后接通主电路,以防故障的扩大。......
2023-06-15
下面以图7.14所示的BYD F3-R电动雨刮器与洗涤器电路为例来说明电动雨刮器与洗涤器各挡位电路的控制过程。该雨刮器电路由点火开关、雨刮保险丝、风窗刮水器开关、风窗洗涤电动机、风窗刮水电动机等组成。任务描述电动雨刮器没有高速挡的故障检修。压电元件受压而产生电压信号,该电压值与撞击振动片上的雨滴的撞击能量成正比。电压信号经过放大后送入间歇刮水放大电路,对放大器的充电电路进行定时充电,电容电压上升。......
2023-08-19

数控机床是一种由计算机控制的新型机床,其应用了很多的开关,这里仅介绍其中的一种——接近开关。图1-19 接近开关的图形和文字符号通过本任务的实施,对按钮、行程开关、万能转换开关和数控机床用开关电器应该都有了一定的认知。......
2023-06-15


相关推荐