CA6140型车床是我国自行设计制造的卧式车床,应用得越来越多,它的外形见图3-1。运动方式CA6140型车床的运动主要包括工件旋转的主轴运动和刀具的直线进给运动。......
2025-09-29
镗床是一种精密加工机床,其主要用于加工精确的孔和孔间距离要求较为精确的零件。按不同用途,可分为卧式镗床、立式镗床、坐标镗床和专用镗床等。T68型卧式镗床是卧式镗床中使用较多的一种,其主要用于钻孔、镗孔、铰孔及加工端平面等;若使用附件后,还可以加工螺纹。其外形见图3-7。
1.主要结构及运动方式
(1)主要结构
由图3-7可知,T68型卧式镗床主要由床身、前立柱、镗头架、工作台、后立柱和尾座等部分组成。
床身是一个整体铸件,在其上面固定有前、后立柱、装有主轴和变速箱及操纵机构等部件的镗头架、安装工件的工作台等。
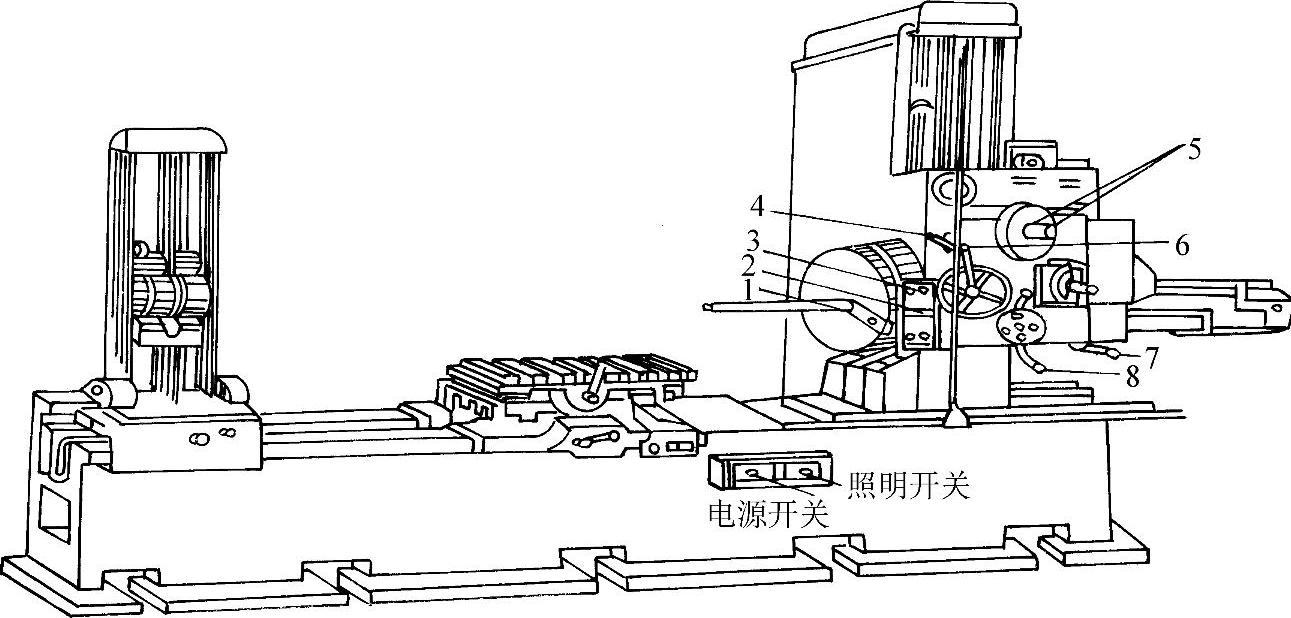
图3-7 T68型卧式镗床
1—主轴点动按钮 2、3—主轴停止、起动按钮 4—进给快移操纵手柄 5—主轴、主轴箱及工作台进给变速操纵手柄 6—主轴、主轴箱手动精确移动手柄 7—主轴箱夹紧手柄 8—主轴手动、机动进给换向手柄
(2)运动方式
T68型卧式镗床的运动方式有如下三种:
1)主运动:镗轴与花盘的旋转运动。
2)进给运动:镗轴的轴向进给、花盘上刀具的径向进给、镗头的垂直进给工作台的横向和纵向进给。
3)辅助运动:工作台的旋转、后立柱的水平移动、尾座的垂直移动及各部分的快速移动。
上述的主运动和进给运动由主电动机M1拖动,各个方向的运动由相应手柄选择各自的传动链来实现;各个方向的快速运动则由快速移动电动机M2来拖动。
2.机床对电器控制的主要要求
(1)为适应各种工件加工工艺的要求,主轴旋转和进给都应在较大的范围内能进行调速。该机床采用了三相双速笼型异步电动机配合机械装置进行调速,即扩大了其调速范围,又简化了机械传动机构。另外,在变速时还要求能做低速断续冲动控制。
(2)由于主轴及花盘旋转和进给运动都用同一台三相异步电动机拖动,再加上进给有主轴垂直方向和轴向、工作台横向和纵向、花盘径向几个运动方向。因此,要求主轴电动机能正、反转且可调速;调速时,应先低速起动而后高速运行;各个进给运动方向之间必须具有联锁控制。
(3)为提高加工效率,各个进给运动方向都能快速移动。该机床单独用一台三相异步电动机做快速进给拖动,其还可在正、反两个方向进行点动控制。
(4)为适应加工过程中调整的需要,要求主拖动电动机M1可正、反向点动,且能准确地进行制动。
(5)电路中必须具有可靠的短路、过载、联锁等保护。
3.电器控制电路分析
T68型卧式镗床电器控制线路分为主电路、控制电路、机床照明及指示电路三部分,其具体电路见图3-8。
由图3-8可知,该镗床的主电路中共有两台三相异步电动机。M1是双速的主拖动电动机,其作用是通过变速箱等传动机构带动镗床主轴及花盘旋转,完成工件的加工及主轴变速时的冲动控制。M2是快速进给电动机,其作用是带动主轴的轴向进给和垂直进给、工作台的横向和纵向进给的快速移动。接触器KM6和KM7的主触头控制M2的正、反转。
为避免误操作而造成事故,主轴箱和工作台与主轴机动进给必须有联锁,它是通过主轴及花盘操纵手柄与行程开关SQ3和SQ4相互配合来实现保护的。
该镗床的控制电路、照明和指示电路的电源,由变压器TC提供。
(1)主轴电动机M1的控制
由图3-8还可知,主电路中的接触器KM1和KM2的主触头控制M1的正、反转;KM3的主触头闭合,把M1的定子绕组接成三角形(四极),实现对其低速运转的控制;KM4和KM5主触头闭合,把定子绕组接成双星形(两极),实现对其高速运转的控制;KM3和KM5的辅助触头控制主轴电磁铁YB工作与否,实现对主轴制动的控制。
1)主轴电动机M1的点动控制:合上组合开关QS,接通三相电源,变速手柄置于低速位置
正向点动: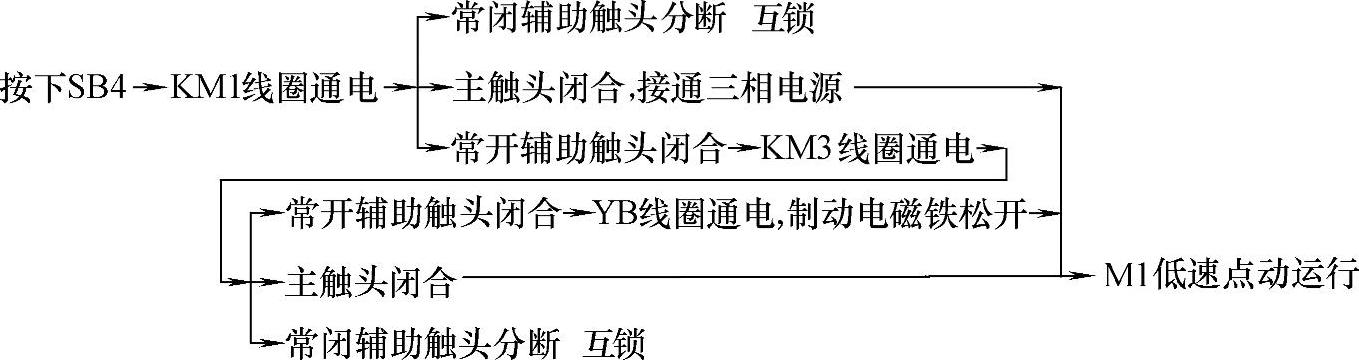

反向点动的控制过程与正向起动基本相同,不再叙述。
2)主轴电动机M1的正、反转控制及其制动:合上组合开关QS,接通三相电源,变速手柄置于低速位置(https://www.chuimin.cn)
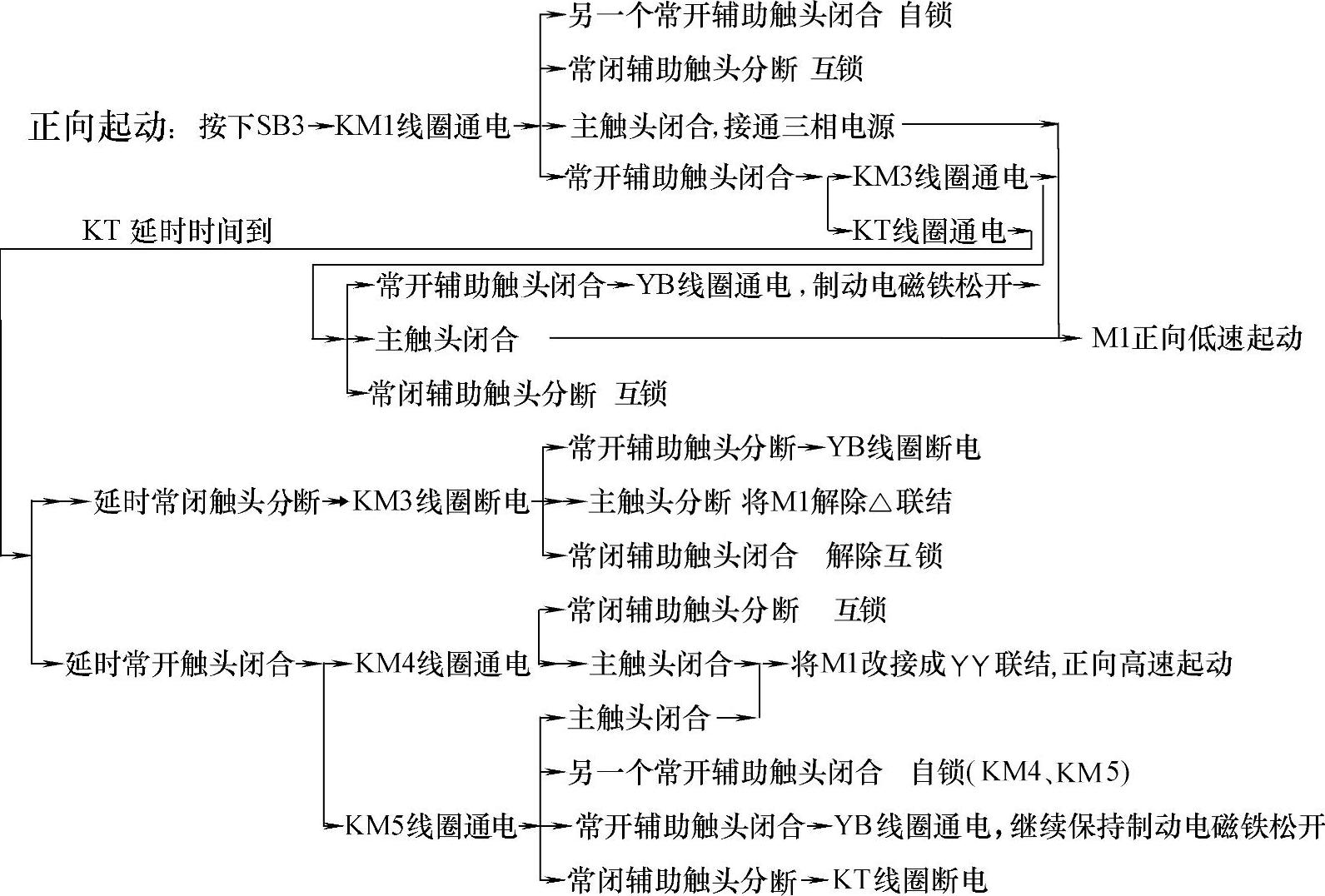
正向起动: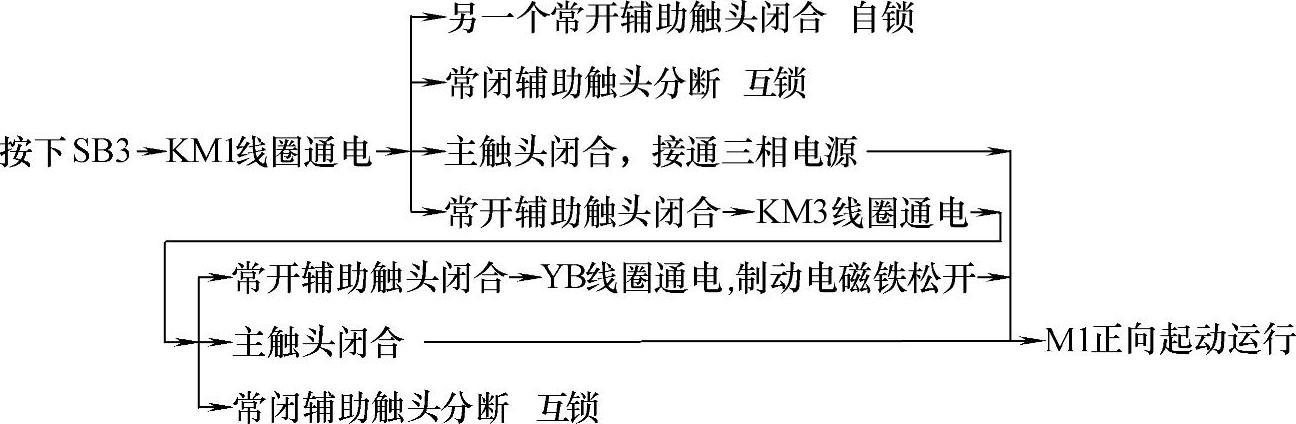
反向起动的控制过程与正向起动基本相同,只是用复合按钮SB2和接触器KM2替换了复合按钮SB1和接触器KM1,实现了低速反向起动控制。
正、反向停止:
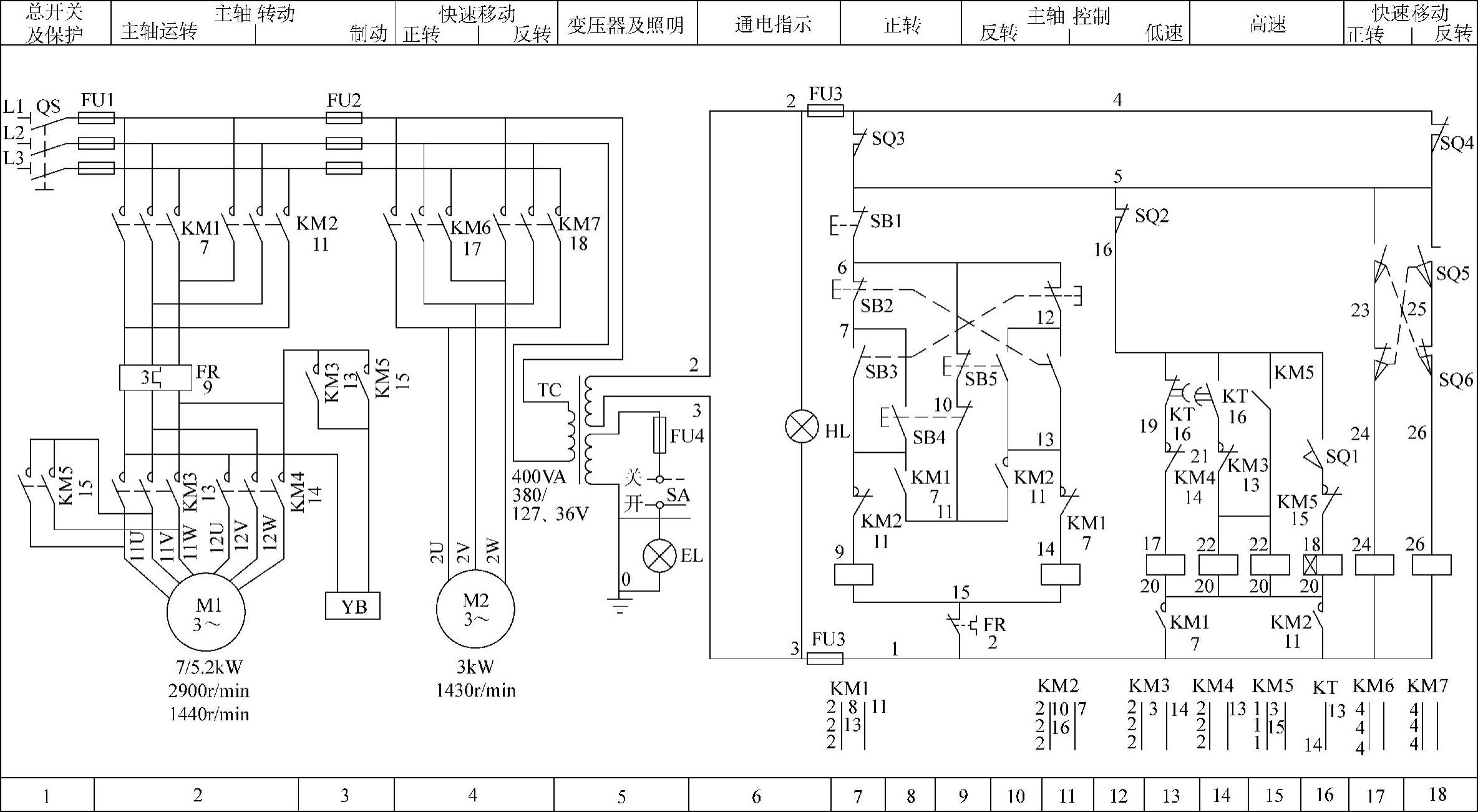
图3-8 T68型卧式镗床电器控制电路图(1)
当需要在高速下进行正、反向起动控制时,将变速手柄置于高速位置,压合行程开关SQ1
反向起动的控制过程与正向起动基本相同,只是用复合按钮SB2和接触器KM2替换了复合按钮SB1和接触器KM1,实现了高速反向起动控制。
正、反向制动:
正、反向制动,由于该镗床使用了电磁操作的机械制动装置,只要接触器KM3或KM5吸合,其线圈YB就通电吸合并带动制动装置松开三相异步电动机M1轴上的制动轮,让其自由运转;当线圈YB断电时,在压簧的作用下,制动轮将三相异步电动机的轴抱住,使其立即停转,实现了停车制动。此过程与上述正、反向停止过程完全相同。
另外,有的T68型镗床或其他镗床使用了带有速度继电器的反接制动控制方式,见图3-9,请自己分析。
3)主轴变速和进给变速的控制:主轴变速和进给变速都是通过变速操纵盘改变传动链的传动比来实现的。两种变速都可在三相异步电动机M1运转时进行。当主轴(进给)变速操纵手柄拉出时,行程开关SQ2被压下,则

当主轴(进给)转速选择完成后,再将变速操纵手柄推回,行程开关SQ2复位,则

若变速完成后,遇到变速操纵手柄推不回去时,可反复推回几次,带动行程开关SQ2反复断开、接通几次,使三相异步电动机M1产生低速冲动(点动),将齿轮啮合好,变速操纵手柄即可推回。
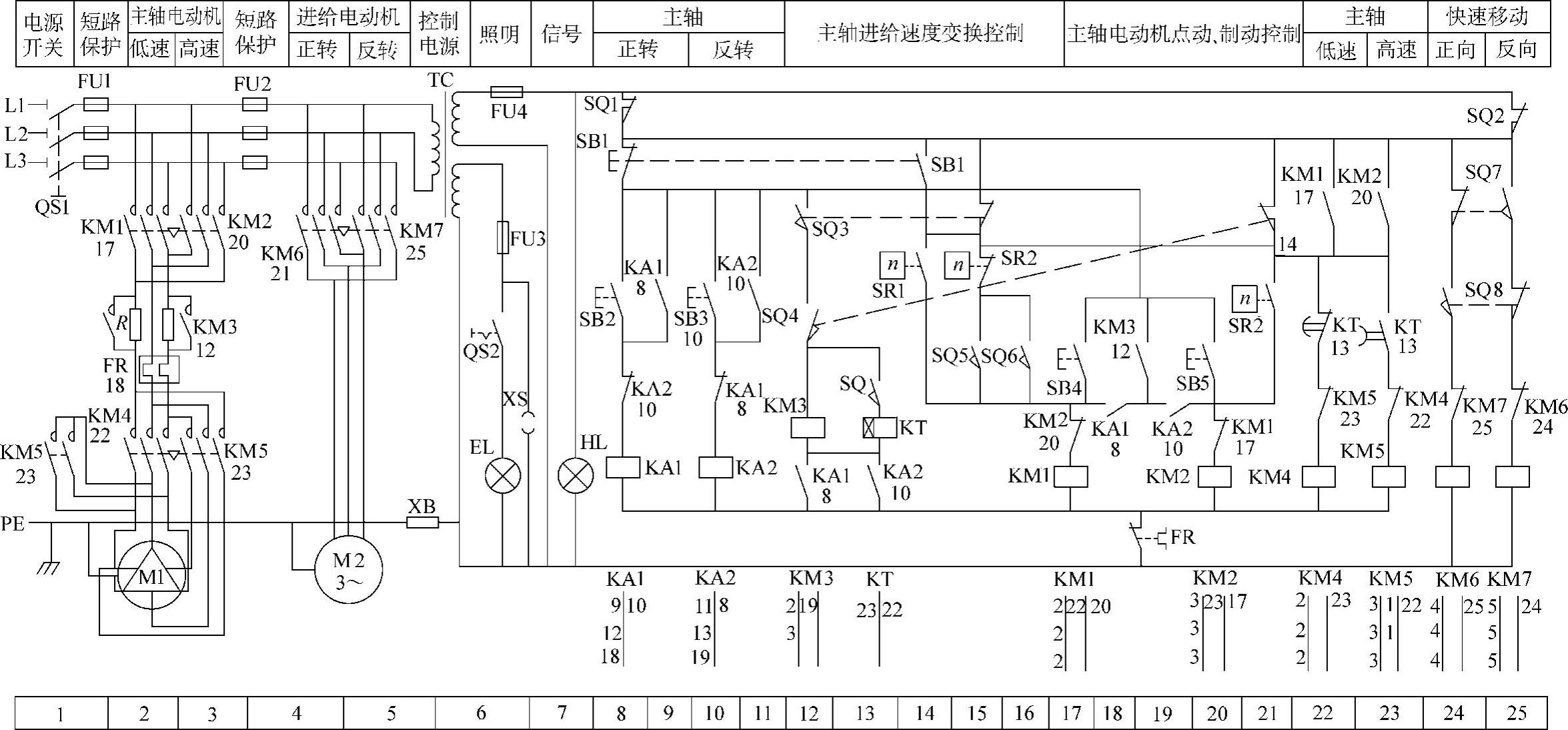
图3-9 T68型卧式镗床电器控制电路图(2)
(2)快速进给电动机M2的控制
为了提高生产效率,缩短机床的调整时间,单独利用一台快速进给电动机M2通过不同的齿轮、齿条及丝杆等的连接,完成主轴箱(包括尾架)的垂直进给、工作台的横向和纵向进给等的快速移动。这些快速移动的控制是由快速移动操纵手柄来完成的。要实现快移时,扳动快速移动操纵手柄,压动行程开关SQ5或SQ6,则

(3)辅助电路和联锁及保护电路的分析
1)辅助电路:该镗床的辅助电路有局部照明电路和电源指示电路。由变压器TC提供其值为36V安全电压为照明电源和其值为127V交流电压为控制电路的电源;SA为照明灯EL的控制开关;HL为电源指示灯,其电源取自控制电路的127V交流电压;FU4为照明电源短路保护熔断器。
2)联锁电路:该镗床除主轴箱和工作台与主轴机动进给联锁外,在主电动机M1的正、反转控制电路和高、低速控制电路及快速进给电动机M2的正、反转控制电路中都设有互锁环节,以避免电气故障的发生。
3)保护电路:该镗床在电路中设置了基本的保护。FU1~FU4对其主电路、控制电路等进行短路保护;FR对主电动机M1进行过载保护;由接触器的结构决定,电路中还具有欠(失)电压保护功能。
4.电器控制电路的特点
1)拖动主轴与进给的三相异步电动机M1为双速电动机。由接触器KM3和KM4、KM5来改变该电动机定子绕组的接线方式,实现了其低、高速的转换;为减小其起动电流,低速时,可直接起动并运转;高速时,必须先低速起动而后再高速运转。
2)主电动机M1即能正、反向点动,又能正、反向连续运转,其制动采用了电磁操作的断电式机械制动装置。使机床的操作简单、制动效果明显。
3)由于该镗床的机电联锁作用,主轴和进给变速都可在机床运行中进行。
4)由单独一台三相异步电动机M2实现镗床各个进给部分的快速移动,并同其机械进给之间具有机械和电气联锁保护。
相关文章

CA6140型车床是我国自行设计制造的卧式车床,应用得越来越多,它的外形见图3-1。运动方式CA6140型车床的运动主要包括工件旋转的主轴运动和刀具的直线进给运动。......
2025-09-29

X62W型万能铣床是以刀具的旋转作为加工方式的一种机床,其数量仅次于车床。铣床的种类较多,可分为卧铣、立铣、龙门铣及各种专用铣床,而X62W型万能铣床是应用较多的一种,它的外形见图3-5。由图3-6可知,该铣床的主电路中共有三台三相异步电动机。......
2025-09-29

工作原理光耦合式固态继电器的原理图见图1-31。图1-31 光电耦合式固态继电器工作原理图选用固态继电器的主要参数有输入电压和电流、输出电压和电流、输出漏电流等。图1-32 固体继电器应用实例......
2025-09-29

数控机床是一种由计算机控制的新型机床,其应用了很多的开关,这里仅介绍其中的一种——接近开关。图1-19 接近开关的图形和文字符号通过本任务的实施,对按钮、行程开关、万能转换开关和数控机床用开关电器应该都有了一定的认知。......
2025-09-29
机床电器控制是随着科学技术的不断发展以及生产加工工艺不断改进而不断更新的。随着新的控制理论和电器及电子元器件的出现,还将不断地推动机床电器控制继续向前发展。到了20世纪40~50年代,交磁电机扩大机-电动机控制闭环反馈系统的出现,使机床电器控制系统的控制精度、快速响应性能都有了提高。......
2025-09-29



相关推荐