对于像数控加工中心类的机床,其要求的调速范围就更宽了。带有变速齿轮的配置方式这是大、中型数控机床采用较多的调(变)速配置方式,见图2-31a。利用三相异步电动机的转矩和定子磁链及其模型输出的定子磁链相位,直接对逆变器桥臂的通断状态进行控制。......
2023-06-15
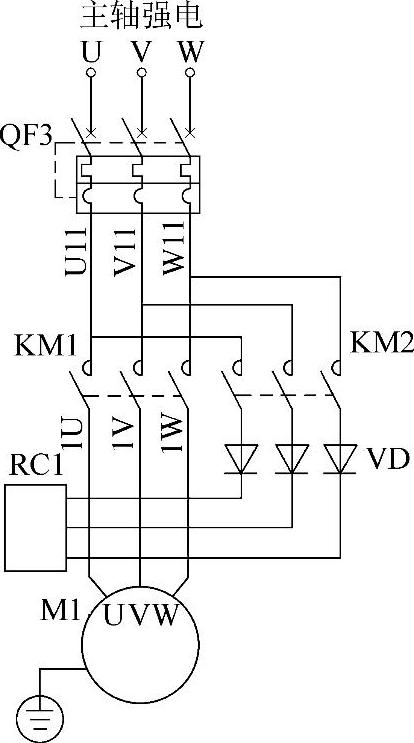
图2-21 双流制动控制电路
数控机床的主轴及其控制系统的性能在某种程度上决定了机床的性能及其等级。主轴的运动也是零件加工的成形运动之一,它的精度对零件的加工精度有较大的影响。因此,在数控机床的发展进程中,对主轴及其控制系统的要求也越来越高。
1.主轴定向功能的作用
主轴定向功能又称为主轴准停功能,即当主轴停止时能控制其以一定的力矩准确地停止于某一固定位置。数控机床的辅助功能指令M06和M19指令对其有效。
(1)对于数控机床来说,主轴准停是自动换刀所必须具有的功能。在自动换刀的加工中心上,当主轴停转进行换刀时主轴必须停在一个固定不变的位置上,从而保证主轴端面上的键也在一个固定的位置,以保证换刀机械手在交换刀具时,刀柄上的键槽对正主轴端面上的定位键,顺利进行换刀,见图2-22a。
(2)在镗床加工中,精镗孔后退刀时,为防止刀具因弹性恢复拉伤已精加工好的内孔表面,必须先让刀后退刀,而让刀时的刀具必须具有准确的定位功能,即使刀尖停在一个固定位置,而此时主轴偏移一定尺寸后,使刀尖离开工件表面后再退刀,见图2-22b。
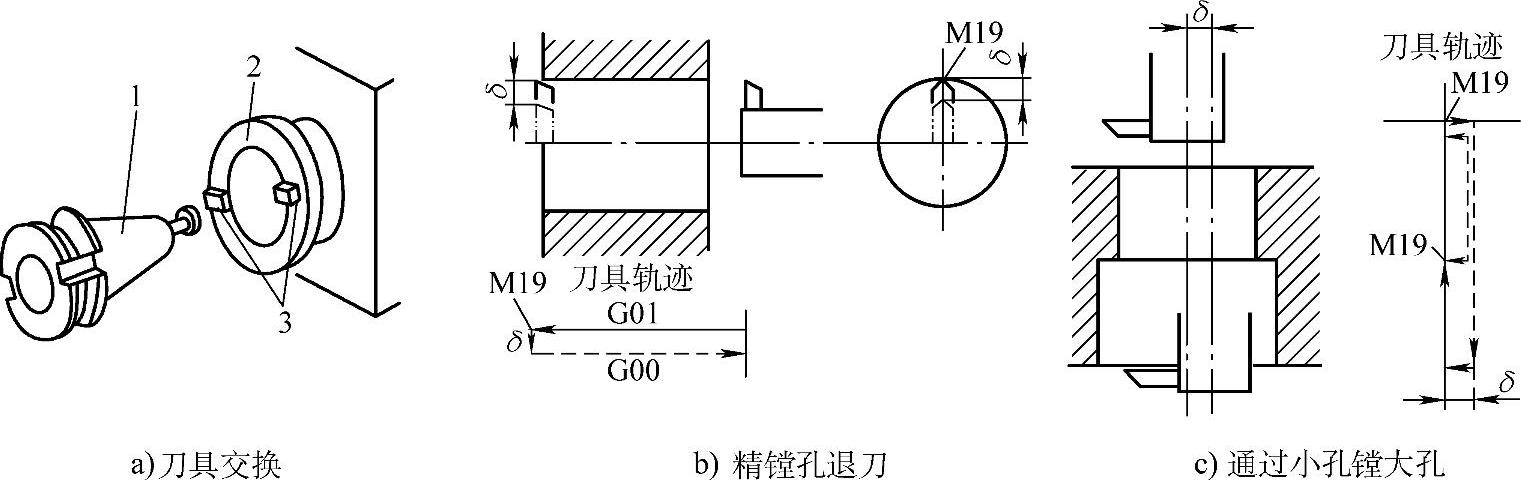
图2-22 主轴准停的用途
1—刀柄 2—主轴 3—定位键
(3)在通过前壁小孔镗内壁大孔或进行倒角等加工时,采用主轴准停功能,使刀尖停在一个固定位置,待主轴偏移一定尺寸后,使刀尖能通过前壁小孔进入箱体内对大孔进行镗削,见图2-22c。
2.主轴定向功能的实现
主轴定向(位)功能的实现有两种方式,即机械和电气方式。
机械方式定向采用机械凸轮等机构和无触头感应开关进行初定位,然后由定位销(液压或气动)插入主轴上的销孔或销槽完成精定位,换刀或精镗孔完成后定位销退出,主轴才可旋转。采用这种方式定向比较可靠、准确,但其结构较复杂且定向较慢。电气方式定向通常是采用具有定向功能或位置控制功能的主轴驱动装置来完成的。定向起始位置由无触头感应开关或主轴编码器获得,有些也可以通过主轴电动机编码器和主轴驱动装置得到。定向过程一般由PLC或数控装置来进行控制。
(1)机械定向功能
机械定向功能一般用带有V形槽的定位盘准停装置来实现,见图2-23。其要求主轴具有无级调速的功能。
由图2-23可知,在主轴上固定一个带有V形槽的定位盘,且使V形槽与主轴上的端面键保持一定的相对位置。有关机械定位的过程简介如下:
当数控系统发出定向指令(如M19)后,主轴电动机减速带动主轴以可设定的定向速度(一般为小于100r/min的低速)和方向旋转,无触头开关发信号,使主轴电动机停转且与主传动链断开。但由于惯性的作用,主轴与主轴传动件继续旋转。同时,无触头开关的信号使定位销伸出并压向主轴定位盘。当定位盘上的V形槽与定位销上的滚轮对正时,滚轮插入V形槽使主轴准停,LS2发出信号,通知系统定向指令完成。无触头开关的接近体能在定位盘的圆周上进行调整,从而保证定位销伸出、滚轮接触定位盘后,在主轴停转之前,恰好插入定位盘的V形槽内。
根据机械结构的具体特点,为防止定位销提前顶死主轴而造成定向失败,定位销伸出的同时也可不停止主轴,而是待定位销到位后立即停止主轴。

图2-23 主轴V形槽机械定位准停装置示意图
若接收到取消主轴定向的指令(如M20)则控制定位销退出,检测到定位销退回到位的回答信号LS1后,表示主轴定向取消的指令完成。
采用机械定向的方式,主轴定向定位销的伸出和退回必须分别有到位检测信号,并且必须和主轴的运动有互锁关系,即主轴以非定向速度旋转时不得伸出定位销;若定位销退回到位信号无效则禁止主轴旋转;若定位销伸出到位信号无效则禁止换刀动作继续进行。
机械准停还有其他方式,如端面螺旋凸轮等,它们的定向过程和互锁要求都基本相同。
(2)电气定向控制
主轴电气定向控制是在主轴速度控制基础上加一个位置控制环。一般常采用磁性传感器或光电编码器等检测元件来进行主轴位置检测。目前电气定向分为磁传感器定向、编码器定向和数控系统定向三种。在此,介绍前两种。
1)磁传感器主轴定向控制:磁传感器主轴定向控制由主轴驱动器和数控系统共同完成,其与机械定向的控制过程有些类似,见图2-24。
由图2-24可知,磁性传感器是在主轴上安装一个发磁体,使其随着主轴一起旋转,在距发磁体外1~2mm处固定一个磁性传感器。当磁性传感器接收到信号时,经放大器放大再与主轴控制单元一起对主轴电动机进行控制。当主轴转动或停止时,数控装置发出定向指令后,立即控制主轴电动机加速或减速至某一定向速度(较慢),主轴立即处于定向状态。当检测到定向位置信号时,即发磁体的判别基准孔对准磁性传感器上的基准槽时,立即控制主轴停止,并向主轴控制单元发出位控工作指令,主轴控制单元控制主轴电动机在位控模式下静止锁死。若取消主轴定向状态,只需撤销主轴控制单元的位控模式指令,恢复到速度工作模式即可。
这种定向方式的参考位置和定向位置都由磁性传感器决定的,受磁性传感器的精度及磁性体回转半径的影响,其定向精度不够理想。

图2-24 磁传感器主轴定向控制及磁性传感器示意图
1—发磁体 2—主轴 3—判别基准孔 4—基准槽 5—磁性传感器
2)编码器主轴定向控制:编码器主轴定向控制功能主要是靠编码器和主轴控制单元来共同完成的,见图2-25。
由图2-25可知,位置编码器(见图2-26)起到检测的作用,主轴控制单元在主轴转速控制的基础上增加一个位置环,从而实现了主轴定向控制作用。当数控系统发出定向指令后,由位置编码器和主轴控制单元接收执行,控制主轴电动机实施定向速度和定向旋转方向旋转,直至发出返回的定向完成信号,将主轴电动机静止锁死。

图2-25 编码器主轴定向控制示意图

图2-26 位置编码器结构示意图
1—转轴 2—LED 3—光栏板 4—零标志槽 5—光敏元件 6—码盘 7—印制电路板 8—电源及信号插座
编码器定向控制调整定向方向可以在主轴控制单元内部随意修改调整。
3)特点:主轴电气定向控制具有定向迅速、较精确、控制简单、可靠性高、简化机械结构等优点,因此其应用得越来越多。
有关电器控制技术及应用的文章

对于像数控加工中心类的机床,其要求的调速范围就更宽了。带有变速齿轮的配置方式这是大、中型数控机床采用较多的调(变)速配置方式,见图2-31a。利用三相异步电动机的转矩和定子磁链及其模型输出的定子磁链相位,直接对逆变器桥臂的通断状态进行控制。......
2023-06-15

跟踪补偿是指以无功补偿投切装置作为控制保护装置,将低压电容器组补偿在大用户0.4kV母线上的补偿方式。但是,跟踪补偿所需的自动投切装置较随机补偿或随器补偿的控制保护装置复杂,功能更完善,初投资也大一些。......
2023-06-23

在自动焊中,工件定位夹紧是保证焊接质量和提高焊接效率的关键环节之一。定位是指装配时保证焊件和焊缝在指定位置的过程。定位依靠胎夹具的定位基准和夹紧机构的作用力。一个典型的夹紧装置由力源、中间传力机构和压板3部分组成。夹紧装置根据力源不同可分为机动夹紧及手动夹紧两大类。图5-4-10所示是常见的夹紧装置。图5-4-11 筒体内撑夹紧装置近年来,出现了柔性、组合焊接夹具,如图5-4-12所示。......
2023-06-26
六点定则是工件定位的基本法则。图2-7 长方体工件定位支承点分布及定位元件2.对工件定位的错误理解我们在研究工件在夹具中的定位时,容易产生两种错误的理解。工件被限制的自由度少于六个,但能保证加工要求的定位称为不完全定位。图2-9 工件的不完全定位a)加工内孔 b)加工顶平面欠定位和过定位根据工件加工的要求,应该限制的自由度而没有被限制的定位状态称为欠定位。......
2023-06-26
CNC装置又称计算机数控装置,是数控机床的中枢指挥系统。经输入装置传入CNC装置中。通过寻找基点或节点的坐标,工件轮廓被描述,且CNC以微小线段的形式表示一个周期内的位置增量。......
2023-06-23

众所周知,数控机床对工件的加工是靠加工程序中的各种指令来完成的。为了维修的方便,现将一些常用的辅助功能M指令介绍如下;1.M00指令该指令用于数控机床在加工过程中,对工件和刀具的尺寸测量、手工换刀、手动变速等操作。不同的数控系统,其表示的方法也有所不同。......
2023-06-15

对于精密、大型模具,以及导向零件(如导柱)需要承受较大侧向力的模具,在模具上通常要设计锥面、斜面或导正卧销精定位装置。图78 斜面精定位1—凹模板 2—斜面条块 3—型芯板 4—螺钉3.导正销精定位装置以动模、定模合模面为中心镗出圆孔,再配装导正销,其结构如图79所示。......
2023-06-30

下面以TK1640数控车床的电器控制电路为例,对其进行简要的分析和介绍。通过对其分析,了解该数控车床的机械及其他部分与电器控制系统之间的配合关系,以及电器控制系统在整个设备中所处的地位和作用。TK1640数控车床的电器控制电路由强电电路、交流和直流控制电路、电源电路及辅助电路等组成。最终达到对TK1640数控车床电器控制电路的全面掌握。......
2023-06-15
相关推荐